
 Обсуждаем на форуме
Обсуждаем на форуме





Список тематических статей
Технология прозводства труб из ПП
Трубы канализационные из полиэтилена по в настоящее время конкурируют с трубами из полипропилена. Конкуренция обостряется в связи с массовой установкой в квартирах новых стиральных машин, температура воды, сбрасываемой в канализацию достигает 95 0С, в то время как рабочая температура труб из полиэтилена ограничена 70 0С.
При формовании раструбов труб канализационных из PP-H (Бален ПП01003 для канализации внутри зданий и сооружений) и PP-B (Borealis BA202-E для наружных систем канализации) с ПТР (0,37 и 0,26 гр/10 мин соответственно) автор столкнулся с изменением внешнего вида раструба - побеление участков наружной и внутренней поверхности. Также проявлялись различного вида механические воздействия на трубу - белели участки трубы под траками тянущего устройства и под зажимами устройства режущего. При сдавливании трубы появлялись белые пятна.
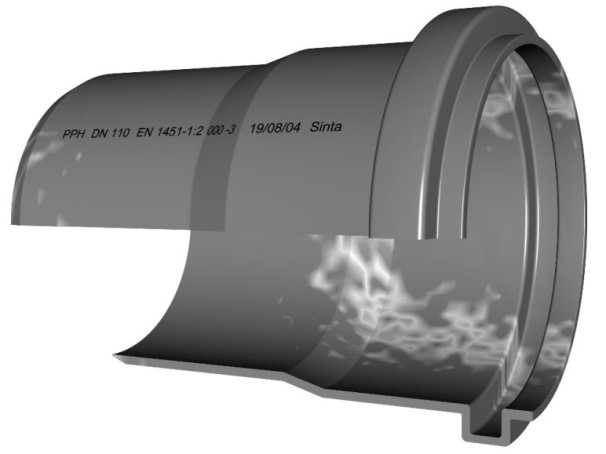
Анализ изменения внешнего вида (методом микроскопии) показал наличие на поверхности трубной заготовки тонкой пленки (3-5 мкм) низкомолекулярного вещества (воска). При деформации трубы пленка воска покрывалась микротрещинами, визуально определяемыми как побеление. Свежеизготовленные трубы (максимально 40 минут) были более пластичными и деформация не вызывала пятен.
Для устранения дефекта побелевшие участки прогревали феном с температурой 700 0С, 2-3 секунды. Микротрещины оплавлялись, белые пятна пропадали, при этом труба не успевала полностью прогреться, геометрические размеры не нарушались.
Одновременно, проводились работы по устранению данного дефекта при изготовлении. Сушка сырья и замена красителя не дали результатов. Увеличение концентрации красителя в сырье позволило увеличить пластичность трубы и значительно снизить долю раструбов с побелением, однако уменьшило значение предела текучести при растяжении материала трубы.
Окончательным решением стало изменение температурных режимов изготовления трубы. Повышение температуры формующего инструмента (матрицы и дорна) увеличило толщину воскового слоя (продукт деструкции полипропилена), и дефект пропал. При этом уменьшалось время между чисткой инструмента до 24 часов (материал красителя при разложении образовывал нагар на инструменте и проявлялись царапины на трубе).
Необходимо отметить, что в условиях установившегося течения более жидкие (низкомолекулярные) компоненты расплава мигрируют к стенкам канала течения, образуя пленку. Если стенки канала перегреты, пленка работает как смазка, способствуя пробочному течению материала (на выходе из формующего инструмента). Любой полимер имеет спектр молекулярно-массового распределения, и если этот спектр узкий, то необходимы добавки, способствующие появлению пленки, если спектр широкий, то пробочное течение можно инициировать, перегревая стенки канала течения расплава и создавая жидкий перегретый пристеночный слой.
Кроме создания благоприятных условий для формования заготовки расплава (пробочное течение на выходе из инструмента позволяет обеспечить гладкую поверхность) низковязкая пленка на поверхности заготовки после выхода из инструмента равномерно заполняет шероховатости, образуя глянец на поверхностях трубы.
Понижение температуры инструмента полностью избавило от белых пятен на трубе, однако, вызвало шероховатость внутренней и наружной поверхностей трубы.
Для получения зеркально гладких наружной и внутренней поверхностей трубы из полипропилена были спроектированы новые матрицы и дорны с хромированными рабочими поверхностями, а также оптимальными размерами.
Размеры инструмента определялись из условия минимальной вытяжки заготовки расплава после выхода из инструмента.
Новый формующий инструмент позволил значительно снизить температурный режим переработки полипропилена (изменение ПТР при работе со старым инструментом составляло около 15 % с новым - не обнаружилось), увеличить период между чистками до 30 суток, повысить физико-механические свойства труб, увеличить производительность, уменьшить жесткую зависимость температурного режима от производительности и свойств сырья (менялись даже в пределах одной партии).
Использование формующей головы с решеткой (корзиночного типа) лимитирует увеличение производительности и снижение температурного режима, - на внутренней поверхности труб проявлялись продольные выступы от решетки. При применении дробленого материала мусор забивает отверстия решетки, образовывая застойные зоны с разложившимся материалом.
Хорошие производственные показатели (снижение температурных режимов, использование дробленого сырья, увеличение производительности) возможны только при использовании формующей головы с винтовым распределением расплава и качественным формующим и калибрующим инструментом.
Для использования ПП с высоким ПТР (более 0,5 гр/10 мин) особое значение приобретает точность системы терморегулирования (узкий температурный диапазон между совсем твердым и совсем жидким состоянием материала), конфигурация шнека (барьерный шнек позволяет разогревать материал за счет адиабатического сжатия, равномерно по всей массе), конструкция калибра (стабильность калибровки разжиженного полимера), точный подбор режимов переработки (температурный режим сильно зависит от производительности), наличие терморегуляции в дорне.
к.т.н. Двойнос Я. Г.
Дата публикации и кол-во просмотров статьи
Просмотров: 3292Дата публикации: 18.09.2018 12:40:35
Время чтения
Время чтения:

