
 Обсуждаем на форуме
Обсуждаем на форуме





Список тематических статей
Экструдеры для производства ПВХ профилей
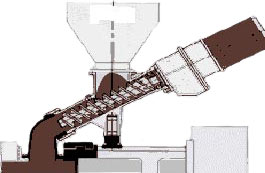
В данной статье представлено описание и характеристики стандартного двухшнекового экструдера с коническими шнеками - главного узла всей профильной экструзионной линии.
Потребляемые ресурсы
- Водопроводная вода
- Суммарная потребляемая мощность 3-х фазного тока: 40 кВт/ч
- Необходимая производственная площадь: 30x10 м
- Температура в отопительный сезон: не ниже +15°С
Двухшнековый экструдер с коническими шнеками для производства жестких строительных ПВХ профилей состоит из рабочего цилиндра и шнеков, привода, загрузочного устройства, системы смазки и охлаждения, системы нагрева рабочего цилиндра, системы дегазации рабочего цилиндра, электросилового шкафа, системы защиты от перегрузок и системы автоматического контроля технологического процесса.
- Максимальная производительность готовых ПВХ профилей: до 120 кг/ч
- Вращение шнеков: встречное
- Высота оси экструзии от уровня стояния: 1000 мм
- Номинальное и максимальное давление расплава экструдата в рабочем цилиндре экструдера: 390/450 бар
- Напряжение: 3x380 В + "ноль"
- Емкость загрузочного бункера для ПВХ компаунда: 110 л
- Вольтамперная характеристика: 176 кВА
Шнеки

- Диаметр шнеков: 45/97 мм
- Длина шнеков: 1025 мм
- Максимальная скорость вращения: 35 мин-1
- Продольное усилие на опорный тарельчатый подшипник каждого шнека: 145 кН
- Рабочий крутящий момент: 4,2 кНм
- Охлаждение шнеков: внутреннее, циркулирующим маслом
Шнеки - основной рабочий орган экструдера. Они забирают непластифицированный ПВХ компаунд от загрузочного отверстия, пластифицируют его и равномерно подают в виде гомогенного расплава к фильере. Продвигаясь по каналу шнеков, материал разогревается от внутреннего вязкого трения и от тепла подводимого от электронагревателей, расположенных на корпусе рабочего цилиндра. В результате уплотнения из материала удаляется захваченный воздух, и удельный объем пробки уменьшается. Для компенсации уменьшения объема каналы шнеков выполняются с уменьшающимися объемами витков. Поэтому глубина винтового канала шнека на выходе всегда меньше, чем на входе. По характеру процессов, протекающих на каждом участке шнеков, их можно разделить по длине на 3 основные зоны:
- зона питания (загрузки) - участок, на котором перерабатываемый материал находится в твердом состоянии;
- зона сжатия (плавления) - участок, на котором почти полностью происходит плавление материала;
- зона дозирования - участок, на котором материал находится в расплавленном вязкотекучем состоянии.
Рабочий цилиндр

- Зон нагрева: 3
- Потребляемая мощность нагрева (максимально): 11,7 кВт
- Воздушное охлаждение: 2 зоны
В рабочем цилиндре располагаются шнеки экструдера. Цилиндр выполнен из высокопрочной стали, внутрь цилиндра вставлены коррозионностойкие биметаллические гильзы. Корпус цилиндра соединяется с фильерой посредством специального фланца. Обогрев корпуса осуществляется нагревателями сопротивления. Для отвода избыточного тепла и для соблюдения нужного температурного режима служит система воздушного охлаждения, состоящая из вентиляторов, системы воздухопроводов и заслонок.
Привод

- Электромотор асинхронного типа (постоянный ток, 32,5 кВт, тиристорная бесступенчатая регулировка вращения)
- Номинальная частота вращения без регулировки поля: 2000 мин-1
- Номинальная частота вращения с регулировкой поля: +/–20%
- Редукционное число зубчатого редуктора: i=56,2
Питающее устройство
Служит для подачи суспензионного или гранулированного uPVC компаунда в рабочий цилиндр экструдера посредством шнека, имеющего отдельный электропривод. Оборудован устройствами предварительного уплотнения материала и системой вакуумирования для удаления летучих веществ.
Автоматическая система управления и контроля технологического процесса
Работа системы происходит на 3 уровнях:
- управление ходом процессов и координация работы отдельных узлов линии;
- совмещение функциональных схем контроля (регулировка температуры, частоты вращения шнеков, давления экструдата);
- система визуализации процессов для схемы "человек-машина" (возможность выводить данные на печать, в общую компьютерную сеть предприятия - удобный интерфейс, принтер).
Экструзионная фильера
Фильера - это профилирующий инструмент, придающий расплаву полимера, покидающего рабочий цилиндр экструдера, необходимую форму. От степени совершенства реологического и теплотехнического расчета (скорость экструзии, коэффициенты разбухания экструдата, вязкоэластичные деформации, сбалансированность отдельных потоков экструдата и т.п.) зависит точность поперечного сечения профиля, качество его поверхности, механические свойства профиля и т.п.
Дата публикации и кол-во просмотров статьи
Просмотров: 8804Дата публикации: 18.09.2018 12:40:41
Время чтения
Время чтения:

