
 Обсуждаем на форуме
Обсуждаем на форуме





Сварка термопластов
Общие положения сварки термопластов
В отличие от таких синтетических материалов, как дурапласты и эластомеры, термопласты обладают важным преимуществом: под воздействием тепла они размягчаются и становятся пластичными, что позволяет использовать их для сварки. По сравнению с другими способами соединения материалов, например при помощи винтов и заклепок и т.п., сварка позволяет получить адгезивный шов с ровной, неповрежденной поверхностью, без засечек и надрезов, с равномерным распределением напряжения. Подобный способ соединения пользуется популярностью при обработке многих видов полимеров. Так, например:
Полиэтилен (РЕ): резервуары для воды, канистры, облицовка стен бассейнов
Полипропилен (РР): садовая мебель, сточные трубы, ведра, контейнеры
Поливинилхлорид (PVC): облицовка стен бассейнов, сточные трубы, водостоки
АБС (ABS): чемоданы, запасные части для велосипедов
Кроме того, сварка используется при изготовлении различных изделий из плит: ящиков, перил, PVC-полов. А также для изготовления и ремонта труб, шлангов, соединения и ремонта пленки.
Сварка горячим воздухом (горячим газом)
Термин «сварка горячим газом» имеет историческое происхождение.
В самом начале, когда способы обработки пластиков только разрабатывались, воздух в сварочных аппаратах действительно подогревался при помощи газовой горелки. Подобный способ сварки нельзя было назвать безопасным или практичным. Со временем появились аппараты с электрическим подогревом, которые позволяли регулировать температуру воздуха.
Однако, обозначение «сварка горячим газом» осталось.
Сварка термопластов состоит из следующих этапов:
Подготовка поверхности свариваемых деталей,
Разогрев зон сварки,
Сварка деталей,
Охлаждение сварочного шва (сваренные детали находятся под давлением),
Освобождение сваренных деталей от давления,
Обработка сварочного шва
Качество сварочного шва выражается валентным соотношением. Под валентным соотношением понимается соотношение прочности сварочного шва и прочности основного материала. Как правило, удовлетворительным считается валентное соотношение от 0,6 до 0,8. Это означает, что прочность шва составляет 60-80% от прочности основного материала. Однако хороший сварщик достигает более высоких значений, до 100% в зависимости от свариваемого материала.
Общая информация о способах сварки горячим воздухом
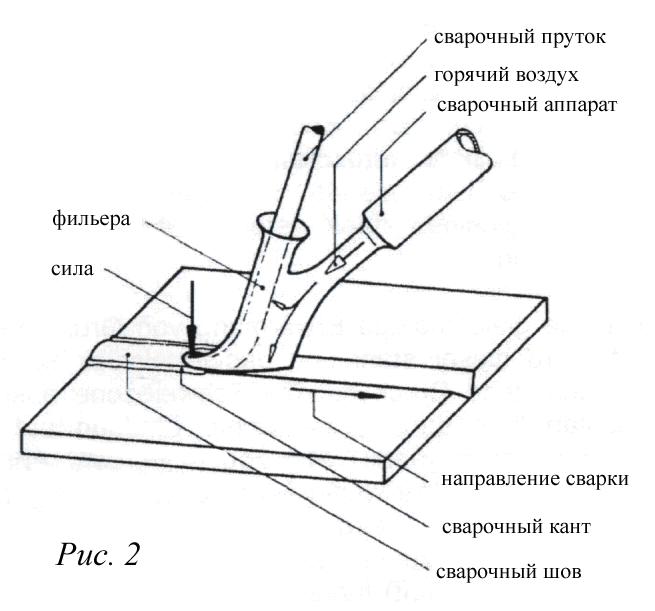
При сварке горячим воздухом соединяемые поверхности и сварочная проволока разогреваются при помощи горячего воздуха до температуры плавления и свариваются под давлением. Горячий воздух поступает из круглой фильеры сварочного аппарата, при этом аппарат направляется одной рукой вертикальными маятникообразными движениями, а сварочный материал придерживается другой рукой.
Подобный способ сварки, который называют веерным, не является продуктивным, т.к. скорость сварки засчет повторяющихся маятникообразных движений невелика. Именно поэтому был разработан скорый способ сварки, в котором вместо круглой фильеры применяется фильера для быстрой сварки, а свариваемые поверхности и сварочный материал разогреваются предварительно, при этом сварочная проволока вплавляется фильерой в сварную зону.
Веерный способ сварки применяют, как правило, только для сварки деталей с маленьким радиусом или для сварки в труднодоступных местах, т.к. данный способ не очень удобен и требует определенного навыка.
Для чего нужна сварка горячим воздухом
Сварка горячим воздухом – один из важнейших способов сварки термопластов и, кроме того, самый старый. Следует отметить, что его успешное применение требует некоторого навыка. Этот метод применяется для соединения отрезков плит при изготовлении различных изделий, для сварки труб и профилей.
Для сварки пригодны все без исключения термопласты. В основном и чаще всего сварка горячим воздухом применяется для соединения твердого и мягкого РЕ, РР, твердого, мягкого и ударопрочного PVC, а так же ABS и РММА. Сварка различных термопластов, даже со сходной формулой, не рекомендуется. В виде исключения допускается сварка твердого PVC с РММА или соединение двух деталей из РММА при помощи сварочной проволоки из PVC. Однако не следует ожидать, что подобное соединение окажется прочным.
Оборудование и вспомогательные средства для сварки горячим воздухом
Прежде всего, Вам потребуется аппарат, который обеспечит подачу необходимого для сварки горячего воздуха. Для сварки в домашних условиях лучше всего подходят сварочные аппараты с греющей мощностью 0,5-1 к Вт, т.к. их можно подключать напрямую к сети переменного тока. Поток воздуха, подаваемый к сварочному аппарату, нагнетается маленьким компрессором. Существуют также сварочные аппараты, ручка которых оснащена миниатюрным воздуходувным устройством. Однако, подобные аппараты менее удобны в обращении из-за большого веса и диаметра ручки, чем аппараты, подключаемые к внешнему компрессору.
Для сварки Вам понадобятся следующие инструменты:
Струбцины и захваты для фиксирования свариваемых деталей,
Бокорезы для среза проволоки наискосок,
Цикля для правки соединяемых поверхностей и сварочного материала,
Трехгранный шабер для удаления перегоревших остатков проволоки из сварной зоны,
Прижимной ролик для обработки сварочного шнура из мягкого PVC
Как уже говорилось, для соединения деталей требуется сварочный материал. Он выпускается, в виде прутка, проволоки или шнура. Сварочный материал должен быть изготовлен из того же самого материала, что и свариваемые поверхности. Обычно применяется пруток диаметром 3-4 мм. Для быстрой сварки можно использовать материал с большим диаметром, а так же материал с овальным, прямоугольным или трехгранным сечением.
Условия сварки горячим воздухом
Важнейшим условием после выбора подходящего сварочного материала, является правильный выбор температуры нагрева воздуха для сварки. Ориентировочные температуры приводятся в таблице № 1.
Для того чтобы проверить, нагрелся ли воздух, подаваемый сварочным аппаратом, до необходимой температуры, следует поднести термометр к фильере на расстояние ок. 5 мм. Температура должна достигать, по меньшей мере, нижнего значения, приведенного в таблице. При обработке твердого PVC в правильном выборе температуры можно убедиться, направив поток горячего воздуха на кусочек PVC. Если через 4-5 секунд PVC начал темнеть, то температура выбрана правильно. Если же через 2-3 секунды PVC приобрел темно-коричневый цвет, то температура воздуха слишком высока. В таком случае, для большинства сварочных аппаратов подача воздуха должна быть усилена, или, если существует возможность регулировки, следует уменьшить подачу электроэнергии.
Необходимое давление сварочного воздуха составляет 0,3-0,8 бар, необходимый объем воздуха – 50 л/мин. Если же используется воздух, нагнетаемый централизованной компрессорной установкой, то следует обратить внимание на то, чтобы воздух был чистым, без примесей масла и влаги.
Большую роль в процессе сварки играет сила нажатия на сварочный материал. Она зависит в основном от диаметра сварочного материала и от текучести термопласта. Чем толще сварочный пруток и чем более тугоплавким является термопласт, тем больше должна быть сила нажатия.
Для твердого PVC (диаметр сварочного прутка 3 мм) сила нажатия составляет 0,7-1,2 kp (7-12 Н) или 1,5-2,0 kp (15-20 Н) при диаметре сварочного прутка 4 мм.
Однако сила нажатия ни в коем случае не должна быть выше необходимой.
Т.к. РЕ и РР более текучи, чем твердый PVC, сила нажатия при сварке этих полимеров должна быть несколько меньше.
Тем, кто не имеет ясного представления о силе нажатия при сварке, мы рекомендуем потренироваться в сварке, положив детали на весы. Для сварки мягкого PVC и других резиноподобных термопластов, таких как мягкий РЕ, с подходящим сварочным шнуром, мы рекомендуем использовать прижимной валик.
Далее следует обратить внимание на то, что фильера выбирается в зависимости от диаметра сварочного материала. Правильно подобранной считается фильера, чье выходное отверстие на 1-2 мм больше диаметра проволоки. У современных аппаратов сварочную фильеру легко заменить.
Как приобрести навыки сварки горячим воздухом
Особого умения и сноровки требует обработка твердого PVC, т.к. этот термопласт легко разлагается под действием высокой температуры, а при слишком низкой температуре соединения получаются непрочными. Самый простой способ приобрести некоторый опыт – сделать наплавку сварочного прутка на гладком отрезке плиты из твердого PVC или РЕ. Для этого лучше всего подойдет отрезок толщиной 3-4 мм. Его следует закрепить зажимами на жаропрочной подложке (например, подойдет картон Pertinax), которая, в свою очередь зажата в тиски горизонтально. Предполагаемая сварная зона и сварочный пруток должны быть чистыми. Для очистки не следует применять жидкости, растворяющие или деформирующие термопласты. Рекомендуется обработать поверхность и пруток протяжным шабером. Прежде всего, эта рекомендация касается РЕ и РР, которые долгое время хранились на складе, т.к. поверхность этих полиолефинов под воздействием окружающей среды, например – света, меняется. Сварочный пруток обрабатывается наждачным полотном (зерно 240).
Следующим важным шагом является обрезка прутка наискосок. Если не сделать этого, то между плитой и началом навариваемого прутка не будет плавного перехода.
После проверки температуры воздуха можно начинать сварку. Направление движения аппарата – слева направо.
Веерный способ сварки
Разогрев производится круглой фильерой. Сначала конец сварочного материала обрезается наискосок бокорезами. Затем, конец удерживается перпендикулярно у начала кромок материала, предназначенного для сварки, и начинает разогреваться вместе с материалом. Для того чтобы горячий воздух равномерно попадал на плиты и сварочную проволоку, фильера должна совершать маятникообразные движения. Сварочная проволока с нажимом ведется вдоль направления шва. Т.к. проволока продолжает удерживаться перпендикулярно, она нагревается только в области изгиба.

Рис.1
Сварка протяжкой
Прежде всего, следует вставить конец сварочного прутка в ведущее отверстие фильеры для скорой сварки так, чтобы он выглядывал из отверстия на 2 см. Затем следует разогреть горячим воздухом основной материал в том месте, с которого начнется сварка. Старайтесь при этом начать сварку прямо с края. Рассмотрите при ярком свете материал. PVC сначала поблескивает, потом появляются мелкие пузырьки, слегка меняющие цвет. РЕ и РР становятся матовыми. Это самый подходящий момент для начала сварки. Разогретый сварочный материал заостренным концом плотно прижимается к основному, фильера с равномерным нажатием ведется вдоль стыка основного материала.
При сварке PVC пруток следует придерживать рукой, при сварке РЕ и РР это делать не обязательно. Если пруток обрывается или же начинает вытекать сбоку из сварочной фильеры, то скорость сварки слишком низка. При слишком высокой скорости пруток и плиты разогреваются недостаточно, и, следовательно, соединение получается непрочным. Шов легко снимется после окончания сварки.
Если сварочный аппарат отрегулирован правильно и температура нагрева воздуха нормальная, то перед прутком и сбоку от него должен образоваться маленький наплыв пластика (сварочный кант). Образование этого наплыва обеспечивает прочность сварочного шва.
Для тренировки приварите по всей длине отрезка плиты сварочный пруток, затем, вплотную к нему, второй. Ведите пруток до внешнего края плиты, затем чисто обрежьте его по краю бокорезами или горячим ножом. Второй пруток с легким нажимом вплавляется в желоб, образованный первым наваренным прутком и поверхностью плиты. Таким же образом навариваются и остальные прутки.
Прерывание сварочного шва
Если возникла необходимость прервать сварочный шов (например, в случае, если сварочный пруток закончился и нужно заправить новый), конец прутка под минимальным углом наискосок срезают слегка нагретым ножом. Новый равным образом заточенный пруток прижимают к шву. Место стыка сплавляется.
Ошибки при сварке горячим воздухом
Особенно важным условием является равномерный предварительный подогрев основного и сварочного материалов. Если пруток будет разогрет сильно, а основной материал – слишком слабо, то невозможно будет производить сварку с необходимой силой нажима. Из-за этого соединение прутка и основного материал получится непрочным, и пруток можно будет легко удалить.
Вы так же не сможете добиться хорошего результата, если сварка будет производиться со слабым нажимом или при помощи недостаточно горячего воздуха. Слишком высокая температура или слишком низкая скорость сварки (слишком долгое воздействие высокой температуры на пластик) ведут к повреждению термопластов. Так, например, у PVC образуются потемневшие или обугленные участки.
Следует обратить внимание и на то, как Вы держите сварочный пруток. При веерной сварке его следует держать вертикально, перпендикулярно поверхности основного материала, т.к. только в этом случае нажим на зону сварки будет равномерным, а пруток не вытянется и не утончится. Если Вы будете держать пруток под наклоном, это приведет к замерзанию растягивающего и сжимающего усилия. Если подобный шов разогреть снова, как, например, в случае, когда необходимо наложить новый слой, то старый шов может разойтись. При сварке протяжкой также следует направлять пруток рукой.
Для проверки прочности охлажденный шов разогревается еще раз. Если шов выполнен правильно, то по всей его длине не должно быть никаких дефектов.
Если при сварке пруток держится или направляется неправильно, то существует опасность того, что материал будет слишком сильно растянут. Для PVC недопустимым считается растяжение материала, превышающее 20% от общей длины сварочного прутка. Чтобы проконтролировать, допускаются ли подобные ошибки, отметьте ручкой на сварочной проволоке отрезок длиной 1000 мм. Затем замерьте длину шва, созданного при помощи этого отрезка, она не должна составить больше 120 мм.
При сварке РЕ, РР и РММА допустимое растяжение составляет 10% от обще длины сварочного материала.
Подготовка зон сварки
Определяющими параметрами при выборе способа соединения являются плотность материала и тип нагрузки. В общем и целом виды швов, применяемых при сварке термопластов горячим воздухом, сходны со швами, применяемыми для сварки металлов.

Рис. 3
Для сварки плит встык применяются следующие виды швов: V- образный и X-образный, а для тавровой сварки – полу-V-образный или K-образный шов.
Особое внимание хотелось бы обратить на V- образный шов.
Вся информация, приведенная ниже, касается также других видов сварочных швов. При раскрое термопластов следует обратить внимание на то, чтобы сварочный шов перекрыл расстояние 0,5-1,0 мм. Кромки плит следует срезать так, чтобы при составлении плит встык между кромками образовался угол 60° (см. рис.3). Если толщина плиты более 6 мм, то угол должен составлять 70°. Кроме того, для сварки толстых плит рекомендуется применять Х-образный шов. Плиты следует зафиксировать зажимами на теплоустойчивой поверхности таким образом, чтобы при применении сварочной проволоки толщиной 2 мм у «основания», расстояние между плитами было 0,5 мм.
Если для заполнения основания используется сварочная проволока диаметром 3 мм, расстояние между плитами увеличивается до 1 мм.
Фиксация
Зачастую бывает достаточно сложно фиксировать свариваемые плиты струбцинами. Именно поэтому мы рекомендуем применять сметывание. В этом случае обе плиты скрепляются друг с другом при помощи специальной фильеры для сметывания без сварочного прутка. Фильера, имеющая форму заостренной трубочки, с легким нажатием ведется вдоль стыка обеих частей так, что они свариваются друг с другом. Если результат сметывания Вас не устраивает, Вы сможете легко разделить плиты и повторить операцию. В случае если сметывание прошло успешно, можно начинать сварку. Обращаем Ваше внимание на то, что прочность сметочного шва никогда не достигает прочности сварки, произведенной с помощью дополнительного материала (сварочного прутка), поэтому сметывание может использоваться только для фиксации плит.
Температурные установки при сметывании соответствуют температуре сварки материала. Скорость сварки следует выбирать с учетом того, чтобы, с одной стороны, можно было соединить кромки плит, и, с другой стороны, чтобы фильера аппарата не поддевала свариваемый пластик, т.к. в этом случае она засорится, и горячий воздух будет поступать в недостаточном количестве.
Перед сметыванием плит необходимо всегда проводить подготовку зон сварки.
Сварка при помощи V-образного шва
Первый шов закладывается в основание стыка плит.

Рис. 4
При этом следует обратить внимание на то, чтобы при сварке справа и слева от шва образовывалась «сварочная пена». Только в этом случае удастся достичь необходимой плотности и прочности первого шва. На рис.2 показано, как следует держать аппарат. Ни в коем случае не должны образовываться пустоты между закладываемыми швами. Если при сварке PVC из-за слишком высокой температуры образуются темно-коричневые или же черные участки, их следует удалить трехгранным шабером. Когда V-образный шов будет готов, и Вы захотите убедиться, что в процессе сварки не образовались пустоты, и не было сожженных участков, посмотрите поперечный срез сварочного шва. Если сварка была произведена правильно, то Вы едва сможете различить границы между тремя швами. Если же границы отчетливо видны или если заметны темные участки, то это свидетельствует о том, что сварщику еще не хватает опыта и сожженный материал следует удалить.
Обработка сварочного шва
На практике сварочные швы обычно не обрабатываются из экономических соображений.
Однако при желании обработку шва можно произвести при помощи специального ножа для обработки швов. При обработке шва следует обратить внимание на то, чтобы нож не оставлял засечек. Оставшиеся неровности следует обработать циклей, увлажнив материал достаточным количеством воды.
Создание сварочных швов другой формы
В качестве альтернативной возможности на рис. 5 изображен процесс сварки Х-образным швом, под которым подразумевается наслоение швов один на один. Ширина ребра составляет 1 мм. Прежде всего, один из участков Х-образного шва частично сваривается. Затем с обеих сторон в основании шва делается углубление круглой формы, после чего симметрично с обеих сторон поочередно прокладывается шов. На рис. 6 показан пример создания Т-образного соединения плит при помощи HV- или К-образного шва.

Рис. 5

Рис. 6
Сварка полов из PVC
Половое покрытие на базе мягкого PVC уже давно применяется в жилых помещениях, кухнях и на производстве. Подобное покрытие кладется встык и склеивается с основанием. Однако данная техника не обеспечивает абсолютной водонепроницаемости полов. Если покрытие из PVC применяется в комнатах с повышенной влажностью или же в комнатах, где велика вероятность попадания большого количества жидкости на пол, таких, как ванные комнаты, кухни, прачечные, мы предлагаем применить сварку стыков покрытия. Если сварочный шов выполнен по всем правилам, то полы становятся полностью водонепроницаемыми. Сварочный шов может также служить украшением полов, если он выполнен при помощи прутка другого цвета. Помимо инструментов, упомянутых в главе
Оборудование и вспомогательные средства для сварки горячим воздухом,
Вам потребуется фуганок или шабер для подготовки стыков у ранее приклеенного покрытия и специальный нож с лезвием полусерповидной формы. Давление на пруток при сварке обеспечивается сварочной фильерой, которая также ведет пруток. Необходимая сила давления составляет 1-3 kp в зависимости от диаметра сварочного прутка. Зоны сварки должны быть чистыми. Ни в коем случае не допускается попадание на них влаги или масла. Механический способ очистки является в данном случае оптимальным, и только в случае сильного загрязнения возможна очистка зон сварки мыльным раствором. При сильных масляных загрязнениях применяется денатурированный спирт или медицинский бензин (петролейный эфир). Допускается только кратковременный контакт вышеперечисленных средств с PVC. Для очистки ни в коем случае не следует применять органические жидкости, такие, как трихлорэтилен, эфир уксусной кислоты или ацетон, т.к. они способствуют растворению PVC.Прежде всего, швы покрытия растачиваются фуганком или шабером таким образом, чтобы между листами покрытия можно было заложить шов.
Пожалуйста, ориентируйтесь на пример, представленный на рис.7. Диаметр прутка должен быть на 1 мм больше, чем диаметр канала «а». Обычно диаметр прутка 4-5 мм. Глубина канала «t» должна составлять 2/3 от толщины покрытия «d». Как правило, сварка производится слева направо.

Рис. 7
Отработка навыков сварки
В случае, если Вы никогда не занимались сваркой пластика, рекомендуем Вам потренироваться. Для этого можно прикрепить кнопками или гвоздями отрезок PVC-покрытия к доске. После этого по металлической линейке фуганком протачивается канал. На нем и будут отрабатываться навыки.
Обработка сварочного шва
Выступающий над поверхностью полов шов срезается острым ножом с лезвием полусерповидной формы.
Сварка пленки
Для сварки пленки из РЕ или PVC также применяется сварка горячим воздухом.
Для этого Вам потребуется специальная фильера, т.н. фильера с широким щелевым отверстием, и ролик из резины для прижима сварочного шва.
Перед сваркой отрезки пленки располагаются внахлестку на 3-5 см.
Сварка производится следующим образом: одной рукой ведется сварочный аппарат, а другой, при помощи ролика, прижимается шов. Если температура сварки и сила давления ролика выбраны правильно, то на краю верхнего отрезка пленки образуется небольшое утолщение (ребро).
Чтобы пленка при сварке не скатывалась, ее следует предварительно сметать в нескольких местах.
Начинающим мы рекомендуем потренироваться. Получившийся в результате шов следует проверить на разрыв.
Для ремонта пленки также применяется вышеописанный метод. Заплатка выкраивается из того же материала, из которого изготовлено требующее ремонта полотно. Для того чтобы полотно не сместилось в процессе сварки, мы рекомендуем прижать его в середине.
Окантовка
Когда возникает необходимость изготовить держатели, уголки и U-образный профиль, можно воспользоваться методом угловой сварки, но для некрупных предметов (шириной до 60 см), мы рекомендуем применять окантовку.
Прежде чем приступить к сварке, в детали под углом 90° при помощи фрезы протачивается паз. Глубина паза меньше толщины материала на 2-3 мм. После этого паз следует очистить от стружек и зафиксировать деталь на подложке.
Сварка производится аппаратом без насадки. Поток горячего воздуха медленно и равномерно направляется вдоль паза, от начала к концу. После того, как стенки паза размягчатся (проверить это можно при помощи любого заостренного предмета, например, гвоздя), незакрепленный конец детали осторожно отгибается в нужную позицию и придерживается до той поры, пока шов не застынет. При этом в месте стыка возникает небольшое утолщение.
Таб. 1. Обработка
|
Термопласт |
Температура горячего воздуха (С°)* |
Мощность сварки (N)
Сварочный пруток 3 мм |
Мощность сварки (N)
Сварочный пруток 4 мм |
|
РЕ твердый |
220-280 |
10 - 16 |
25 – 35 |
|
РЕ мягкий |
190-250 |
|
|
|
РР |
230-280 |
10 - 16 |
25 – 35 |
|
PVC твердый |
300-350 |
8 - 12 |
15 - 25 |
|
PVC мягкий |
250-300 |
4 - 8 |
7 - 12 |
|
* - измерения проводились на расстоянии 5 мм от выходного отверстия сварочной насадки |
Дата публикации и кол-во просмотров статьи
Просмотров: 16886Дата публикации: 18.09.2018 12:40:32
Время чтения
Время чтения:

