
 Обсуждаем на форуме
Обсуждаем на форуме





Список тематических статей
Способы термоформования
Способы термоформования
Будучи изобретенным более ста лет назад, этот метод переработки полимерных листов в объемные изделия существует до сих пор практически в том же виде. С годами совершенствовались технология и оборудование, процесс механизировался и автоматизировался, но суть его оставалась неизменной.
Плоская заготовка из термопласта закрепляется по контуру в зажимном устройстве (подвижно или неподвижно), тем или иным способом разогревается до температуры, соответствующей высокоэластическому состоянию (при переработке аморфных термопластов), или до температуры начала плавления кристаллов (при переработке термопластов с различной степенью кристалличности). Затем нагретая заготовка устанавливается над формой.
Оформление заготовки в изделие происходит под действием разности давлений над заготовкой и под ней. Разность (перепад) давлений может быть создана различными способами: вакуумированием объема под формуемой заготовкой, созданием избыточного пневматического давления над заготовкой, воздействием на заготовку различными механическими толкателями, использованием для создания давления над заготовкой жидкости или паровоздушной смеси.
После того как под воздействием перепада давления плоская заготовка приняла форму готового изделия, его охлаждают.
Такова традиционная схема термоформования листовых и пленочных термопластов, для реализации которой разработано множество способов, которые позволяют проще, экономичнее и качественнее изготовить то или иное конкретное изделие, полнее использовать возможности формующего оборудования.
Все применяющиеся в промышленности способы можно разделить: по типу нагрева; по виду устройства для зажима заготовки; по варианту создания формующего давления; по технологии получения заготовки для формования; по типу деформирования листа в объемное изделие; по виду применяемой оснастки и технологических приемов.
Нагрев заготовок – одна из наиболее длительных и ответственных операций в процессе формования листовых и пленочных термопластов. Распространены четыре типа нагрева: конвективный, теплорадиационный (инфракрасный), контактный и смешанный. Смешанный нагрев может в тех или иных вариациях совмещать контактный, теплорадиационный и конвективный.
Теплорадиационный и контактный обогревы могут быть односторонними или двухсторонними. При конвективном способе нагрева в качестве теплоносителя чаще всего используется горячий воздух, но в некоторых случаях предпочтение отдают горячей воде или пару.
При термоформовании листовых и пленочных термопластов для закрепления заготовок применяют два вида устройств: обеспечивающие жесткое закрепление заготовки по всему ее периметру и допускающие проскальзывание при ее формовании. В первом случае в процессе образования изделия участвует в основном объем материала, расположенный непосредственно над формой, и незначительно - материал, находящийся между формой и зажимным устройством. При втором способе крепления в процессе образования изделия активно участвует не только весь объем материала, находящийся внутри зажимного устройства, но и материал, находившийся до начала формования вне контура закрепления.
В зависимости от конструктивного оформления процесса формования зажимные устройства могут выполняться подвижными или стационарными. Иногда формующие машины не имеют специального зажимного устройства. В этом случае функцию крепления листа выполняет форма.
В зависимости от источника формующего перепада давления внутри метода термоформования можно выделить: вакуумное, пневматическое, гидравлическое, паровоздушное, механическое и комбинированное формование.
Механическое формование часто называют также штамповкой. Этим способом могут быть осуществлены следующие процессы: вытяжка пуансоном (протяжка), гибка, формование сопряженными матрицей и пуансоном, формование эластичной матрицей с жестким пуансоном, формование жесткой матрицей с эластичным пуансоном, механическое объемное формование монолитных или пустотелых изделий.
В промышленности существенное распространение получили различные комбинации вакуумного, пневматического и механического формования. Так, в нашей стране разработана механо-пневматическая технология, в которой в различных сочетаниях варьируется применение сжатого воздуха, механических пуансонов и вакуума. Часто используются сочетания пневматического и вакуумного формования, а также механического и вакуумного формования.
Гидроформование применяется, как правило, для оформления толстостенных изделий, когда требуемый формующий перепад давлений столь значителен, что применение пневматики нежелательно с точки зрения техники безопасности. Гидроформование может быть осуществлено тремя способами: непосредственной подачей жидкости на формуемую заготовку, гидравлическим пуансоном с постоянным объемом и гидравлическим пуансоном переменного объема. При осуществлении двух последних способов применяются эластичные мембраны.
Иногда чтобы поддержать высокую температуру термопласта в течение всего периода оформления изделия, для создания давления используют паровоздушную смесь – паровоздушное формование.
Обычно заготовки из пленок и листов имеют одинаковую толщину по всей площади. Однако именно это является препятствием при получении изделий сложной конфигурации или изделий с особыми требованиями к разнотолщинности их стенок. Поэтому иногда необходимы специальные способы формования, сочетающиеся с предварительным профилированием заготовок нужной формы. К таким способам относятся топформование (формование из заготовок, получаемых экструзионно-прессовым методом), и сочетание в одном агрегате литья под давлением заготовок и их термоформования в объемные изделия.
Вне зависимости от способа нагрева заготовки, ее закрепления, используемого метода создания перепада давления и вида заготовки формование листовых материалов подразделяют на свободное, негативное, позитивное и негативно-позитивное.
Свободное формование происходит без соприкосновения материала заготовки с формующим инструментом. Чаще всего последний просто отсутствует. Его заменяет специальная рама (пройма), которая, наряду с величиной перепада давления, и определяет конфигурацию будущего изделия. Негативное формование (формование в матрице) обеспечивает получение изделий, наружная поверхность которых точно воспроизводит форму и тиснение внутренней поверхности матрицы. При позитивном формовании (формование на пуансоне) внутренняя поверхность получаемого изделия повторяет форму и тиснение внешней поверхности пуансона. Негативно-позитивное формование сочетает элементы формования как в матрице, так и на пуансоне. Возможно, хотя и реже, сочетание свободного формования с негативным, позитивным или негативно-позитивным.
Метод термоформования листовых и пленочных термопластов использует самую разнообразную технологическую оснастку (проймы, матрицы, пуансоны формующие и вытяжные, диафрагмы, натяжные рамы и т. д.). При этом существуют варианты использования одной и той же оснастки в сочетании с разнообразными технологическими приемами.
От перечисленных методов формования несколько отличается метод упаковки штучных изделий в термоусаживающуюся пленку. При производстве этой пленки полимер в нагретом состоянии сильно деформируют и затем резко охлаждают до комнатной температуры, не дав реализоваться упругой составляющей деформации. Полимер становится более твердым, жестким, и растянутые макромолекулы не могут вернуться в свое естественное равновесное состояние. При вторичном нагреве пленки полимер размягчается, молекулы стремятся вернуться в глобулообразное состояние и пленка сокращается в размерах.
Этот эффект используют в промышленности. Продукт, подлежащий упаковке, заворачивают или закладывают в рукав из термоусаживающейся пленки. Полученный пакет помещают в термошкаф, в котором пленка нагревается до температуры, необходимой для осуществления процесса термоусадки, при котором пленка плотно обтягивает упаковываемый предмет, полностью повторяя его форму. Во избежание образования между пленкой и объектом упаковки воздушных пузырей в пленке иногда делают проколы.
Для упаковки различных товаров широко применяют формованную прозрачную пленку. Такой вид упаковки часто называют «скин» или «блистер». При упаковке изделий методом «скин» (от англ. skin - кожура) пленка прилегает к предмету. Процесс упаковки основан на методе позитивного пневмо- или вакуумформования с предварительной механической вытяжкой или без нее. Упаковываемое изделие располагают на основании из картона или на плоской полимерной подложке. На картонное основание может быть предварительно нанесено адгезионное покрытие, активируемое при нагреве. Одновременно с формованием происходит сварка или склеивание прозрачной пленки с подложкой. На подложку могут быть нанесены надписи, рисунки, инструкции по пользованию упакованным изделием и т. п.
При упаковке изделий методом «блистер» (от англ. blister – оболочка) пленка лишь приблизительно повторяет форму пакуемого изделия, подчеркивая наиболее характерные черты его конфигурации, а во многих случаях форма упаковки «блистер» вообще не повторяет форму изделия. Пленка формуется методом негативного или позитивного формования в специально изготовленных для этого формах. Упаковываемое изделие закладывается в отформованную пленку. В качестве основания используют либо листовой термопласт, либо ту же пленку, из которой отформована фигурная часть упаковки, либо картон. К этому основанию сваркой или склеиванием прикрепляют отформованную часть пленки с уже содержащимся в ней упаковываемым продуктом. Размер основания превышает размер отформованной полости. Иногда для упаковки используют так называемый двойной «блистер» – по одному «блистеру» с каждой стороны основания, благодаря чему создается объемный эффект.
Упаковку типа «скин» рекомендуется применять для твердых изделий, легко выдерживающих давление формования, упаковку типа «блистер» – для мягких изделий, мелких сыпучих товаров и предметов, для которых она более эстетична.
Последние время при формовании различных упаковок все чаще используется технология IML (от англ. in-mold labeling – этикетирование при литье). Этот метод декорирования изделий, применявшийся ранее только при литье под давлением, заключается в следующем. Изготовленная заранее этикетка вставляется специальным роботом в формующий инструмент, и в момент формования заготовки этикетка соединяется со стенкой изделия. В результате этикетка становится неотъемлемой частью отформованной упаковки.
Проблему прилипания решают коэкструдированные многослойные этикетки из полипропилена, содержащие слой низкоплавкого полипропилена Этикетка не рвется, не съезжает, не сминается. Изделие сразу приобретает высокую степень защиты от подделок, сохраняет первоначальный вид на всех этапах эксплуатации.
Основные способы формования, нашедшие широкое промышленное применение, приведены в табл. 1. Однако нужно иметь в виду, что представленный в таблице перечень способов не является чем-то бесспорным и окончательным. С появлением необходимости в производстве новых изделий могут возникнуть и новые способы, отличающиеся от приведенных большей технологичностью и экономичностью применительно к формованию конкретного изделия или группы изделий.
Таблица 1Способы термоформования листовых и пленочных термопластов в объемные изделия
| Спосо6 | Схема процесса* | Последовательность операций** | Характеристика получаемых изделий | Примечания |
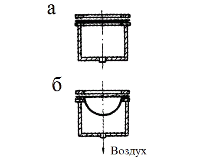
| Свободное формование без ограничителя |
| 1. Закрепление заготовки 2. Нагрев заготовки 3. Создание давления (вакуума) и оформление изделия 4. Охлаждение изделия 5. Съем изделия | Форма изделия зависит от конфигурации проймы и давления (вакуума). Разнотолщинноеть изделий невелика. Большой разброс геометрических размеров изделий. Из прозрачных термопластов получаются изделия с хорошими оптическими свойствами | Требуется жесткий контроль толщины исходной заготовки, температуры ее нагрева и давления формования. Отклонение этих параметров ведет к браку по размерам изделий. Контроль глубины вытяжки ведется с помощью фотоэлемента или контактных датчиков. |
| Свободное формование с ограничителем |
| 1. Закрепление заготовки 2. Нагрев заготовки 3. Создание давления (вакуума) и оформление изделия 4. Охлаждение изделия 5. Съем изделия | Форма изделия зависит как от конфигурации проймы и давления (вакуума), так и от геометрии и высоты установки ограничителя. Меньший, в сравнении с формованием без ограничителя, разброс геометрических размеров. Часть изделия, вошедшая при формовании в контакт с ограничителем, обладает худшими оптическими свойствами в сравнении с другими частями изделия | Прекращение подачи формующего давления осуществляется по команде контактных датчиков, установленных в ограничителе. Температура ограничителя должна быть близка к температуре формуемого листа, так как в противном случае изделие неравномерно усаживается |
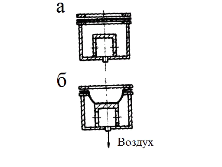
| Негативное формование | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Создание давления (вакуума) и оформление изделия 4. Охлаждение изделия 5. Съем изделия | Наружная поверхность изделия полностью повторяет конфигурацию матрицы. Толщина стенки изделия уменьшается от горловины к днищу. Наибольшее утонение стенки - в углах, прилегающих к днищу. Способ пригоден для формования неглубоких изделий (H/D 1) | При формовании неглубоких изделий метод дает наименьшее количество брака. С увеличением глубины вытяжки требуется контроль давления формования |
| Позитивное формование | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Создание давления (вакуума) и оформление изделия 4. Охлаждение изделия 5. Съем изделия | Внутренняя поверхность изделия полностью повторяет конфигурацию пуансона. Толщина стенки изделия уменьшается от днища к горловине, где стенка бывает наиболее тонкой. Часть материала у вертикальных стенок обрубается и идет в отходы. Целесообразно формовать изделия H/D0,25 | В «чистом» виде способ применяется редко, однако очень распространен в усложненных вариантах |
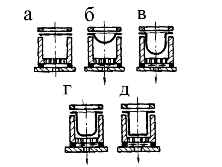
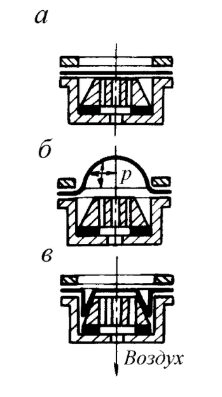
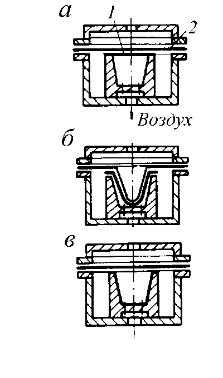
| Негативное формование с предварительной пневматической вытяжкой | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Создание внутри матрицы избыточного давления () и раздув заготовки вверх 4. Сброс давления внутри матрицы, создание формующего давления (разрежения в матрице) и оформление изделия 5. Охлаждение изделия 6. Съем изделия | Все, как при негативном формовании, но разнотолщинность меньше. Можно формовать более глубокие изделия (с отношением H/D до 1,5) | Жестко контролируется давление предварительной пневматической вытяжки (), так как малая предварительная вытяжка практически не снижает разнотолщинно-сти изделия, а слишком большая приводит к образованию на изделии складок |
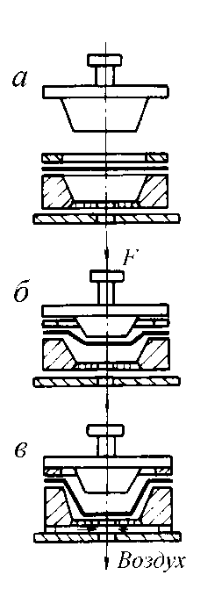
| Негативное формование с предварительной механической вытяжкой | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Перемещение вспомогательного пуансона вниз и предварительная механическая вытяжка заготовки 4. Создание давления над заготовкой или разрежения под ней и оформление изделия 5. Подъем пуансона 6. Охлаждение изделия 7. Съем изделия | Наименьшая толщина изделия примерно по середине высоты боковой стенки. Средняя разно-толщинность значительно меньше, чем при негативном формовании. Способ пригоден для формования изделий с отношением H/D2 | Наиболее важными параметрами при проведении этого процесса являются скорость движения пуансона, глубина его погружения в матрицу и температура поверхности пуансона |
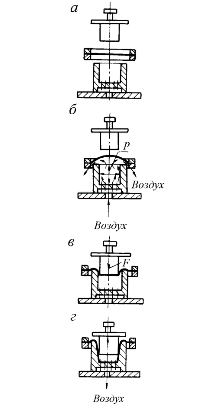
| Негативное формование с предварительной пневматической и механической вытяжкой | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Создание внутри матрицы избыточного давления () и раздув заготовки вверх 4. Снятие давления воздуха после достижения «пузырем» необходимых размеров 5. Перемещение вспомогательного пуансона вниз и предварительная механическая вытяжка заготовки 6. Создание давления над заготовкой или разрежения под ней и оформление изделия 7. Подъем пуансона 8. Охлаждение изделия 9. Съем изделия | Изделия имеют меньшую разнотолщинность, чем при применении одной механической вытяжки. Дно изделий получается несколько тоньше, чем в предыдущем случае, однако боковые стенки - толще. Наибольшая глубина формования ограничивается лишь свойствами самого термопласта | Внимательно контролируются давление предварительной вытяжки (), скорость движения вспомогательного пуансона, глубина его погружения в матрицу и температура поверхности пуансона |
| Негативное формование с предварительной механической вытяжкой с применением воздушной подушки | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Создание внутри матрицы избыточного давления ()и раздув заготовки вверх 4. Перемещение вспомогательного пуансона вниз и предварительная механическая вытяжка заготовки без снятия давления () 5. Прекращение подачи давления) под заготовку 6. Создание давления над заготовкой или разрежения под ней и оформление изделия 7. Подъем вытяжного пуансона 8. Охлаждение изделия 9. Съем изделия | Изделия имеют наименьшую разнотолщинность, чем при всех прочих методах негативного формования. Наиболее толстостенными получаются горловина и днище изделия. Самое тонкое место - в середине высоты боковых стенок. Наибольшая глубина формования ограничивается лишь свойствами самого термопласта | То же |
| Позитивное формование с предварительной механической вытяжкой | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Перемещение пуансона вверх и предварительная механическая вытяжка заготовки 4. Создание пневматического давления над заготовкой или разрежения под ней и оформление изделия 5. Охлаждение изделия 6. Съем изделия | Характер распределения разнотолщинности тот же, что и при позитивном формовании, но величина разнотолщинности меньше. Резко сокращено количество отходов. Глубина формования H/D до 1 | Внимательно контролируются скорость движения пуансона и уровень подъема пуансона |
| Позитивное формование с аэродинамическим эффектом | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Создание между заготовкой и пуансоном потока подогретого воздуха 4. Перемещение пуансона вверх и предварительная механическая вытяжка заготовки 5. Отключение потока воздуха между заготовкой и пуансоном 6. Создание пневматического давления над заготовкой или разрежения под ней и оформление изделия 7. Охлаждение изделия 8. Съем изделия | За счет воздушной подушки, образующейся в момент механической вытяжки заготовки пуансоном, резко уменьшается разнотолщинность изделия в углах, поднутрениях, на выступах и т. п. Общий характер распределения толщины, как и при позитивном формовании. Глубина формования H/D1 | Контролируются скорость движения пуансона, высота его подъема. Количество подводимого и отводимого из-под листа воздуха должно быть примерно равным |
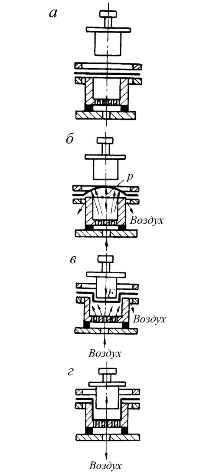
| Позитивное формование с предварительной пневматической вытяжкой | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Создание под заготовкой избыточного давления () и раздув заготовки вверх 4. Сброс давления под заготовкой, создание давления над заготовкой (разрежения в матрице) и оформление изделия 5. Охлаждение изделия 6. Съем изделия | Толщина стенки изделия уменьшается от днища к горловине, т. е. характер разнотолщинноети тот же, что и при позитивном формовании, но разница между толщинами в различных точках изделия значительно меньше. Глубина формования H/D0,5 | Применяется в основном для изделий, у которых боковые вертикальные стенки (см. рис.) функционально оправданы |
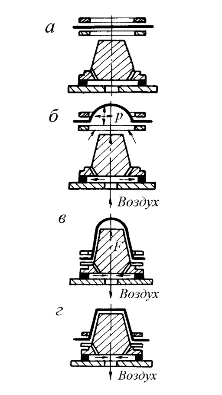
| Позитивное формование с предварительной пневматической и механической вытяжкой | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Создание между пуансоном и заготовкой избыточного давления () и раздув заготовки вверх 4. Перемещение пуансона вверх и предварительная механическая вытяжка заготовки 5. Создание пневматического давления над заготовкой или разрежения под ней и оформление изделия 6. Охлаждение изделия 7. Съем изделия | Изделие имеет наименьшую разнотолщинность, чем при всех прочих методах позитивного формования. Наиболее толстостенным получается днище изделия, наименее - боковые стенки вблизи горловины. Способ позволяет получать изделия с глубиной формования H/D = 1,52 | Тщательно контролируются давление предварительной пневматической вытяжки (), скорость движения пуансона и уровень подъема пуансона |
| Негативно-позитивное формование | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Перемещение пуансона вниз и предварительная механическая вытяжка заготовки 4. Создание давления (вакуума) и оформление изделия 5. Охлаждение изделия 6. Съем изделия | В соответствующих областях изделия картина распределения разно-толщинности аналогична негативному или позитивному формованию | На схеме приведен способ негативно - позитивного формования с предварительной механической вытяжкой. На практике применяется формование как без предварительной вытяжки, так и с вытяжкой пневматическим и механопневма-тическим способами |
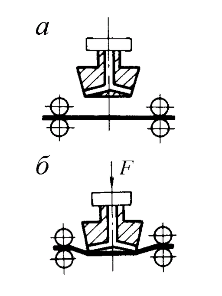
| Формование с проскальзыванием в зажимной раме | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Оформление изделия (на схеме - за счет протяжки пуансоном) 4. Охлаждение изделия 5. Съем изделия | При любом виде формования использование проскальзывания заготовки уменьшает разно-толщинность, так как в процесс формования вовлекается дополнительный объем термопласта, находившийся до начала процесса за пределами зажимной рамы | Заготовка для этого метода формования должна иметь линейные размеры примерно на 2025 % больше, чем при других методах. Зажимная рама, обеспечивающая проскальзывание, может применяться в сочетании со всеми перечисленными выше методами. Кроме зажимных устройств с роликами широко применяются устройства с плоскими подпружиненными зажимами |
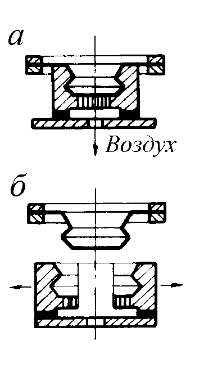
| Формование в разъемную форму | | 1. Закрепление заготовки 2. Нагрев заготовки 3. Создание давления (вакуума) и оформление изделия 4. Охлаждение изделия 5. Разъем формы 6. Съем изделия 7. Смыкание формы | Способ обеспечивает получение зигов, гофр, ребер и различных поднутрений на изделиях. Целесообразен при формовании жестких пленок и листовых термопластов | Способ используется в основном при негативном формовании и негативном формовании с предварительной механической или пневматической вытяжкой |
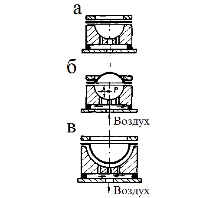
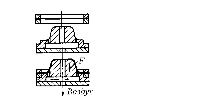
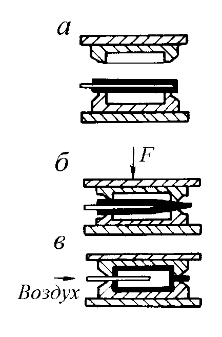
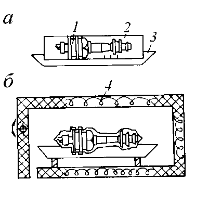
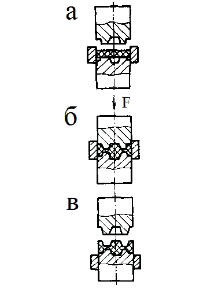
| Двухстороннее формование | | 1. Нагрев заготовок 2. Установка нижней заготовки 3. Ввод раздувного штуцера 4. Установка верхней заготовки 5. Смыкание полуформ 6. Подача через раздув-ной штуцер сжатого воздуха и оформление заготовки 7. Охлаждение изделия 8. Раскрытие полуформ 9. Вывод раздувного штуцера 10. Съем изделия | Способ позволяет получать изделия закрытой формы с замкнутой полостью или с горловинами. При наличии на полуформах специальных отжимных кромок одновременно с раздувом и сваркой половинок изделия между собой может происходить и отделение изделия от остатков листовой заготовки | Усилие смыкания полуформ и температура торцевых кромок полуформ должны обеспечивать надежную сварку половинок изделия. Для облегчения вывода раздув-ного штуцера необходима его смазка после каждого цикла формования |
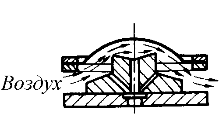
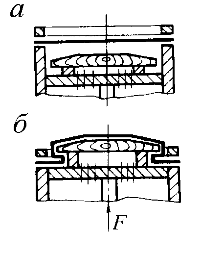
| Формование с упругой мембраной | | 1. Установка предварительно нагретого листа (1) 2. Установка и закрепление мембраны (2) 3. Создание давления над мембраной и оформление изделия 4. Охлаждение изделия 5. Снятие давления формования 6. Съем мембраны 7. Съем изделия | Применяется при формовании небольших изделий в машинах с большими зажимными устройствами. Могут быть получены изделия из перфорированных заготовок или вспененных материалов. Способ рекомендуется для изделий с 0,5. При формовании более глубоких изделий требуется частая замена мембраны | Через определенное число циклов (около 50) требуется производить замену диафрагмы. Способ пригоден для производства единичных изделий и мелких партий |
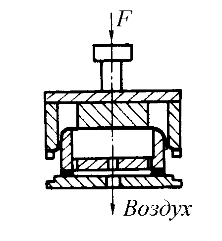
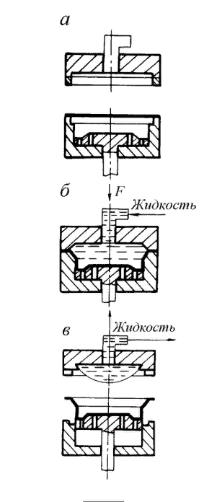
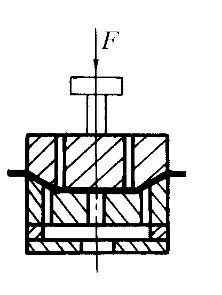
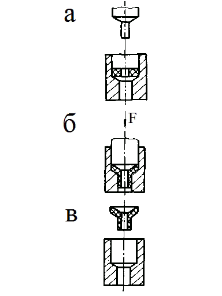
| Формование гидравлическим пуансоном постоянного объема | | 1. Нагрев заготовки 2. Установка заготовки на форму 3. Опускание пуансона вниз и оформление изделия 4. Охлаждение изделия 5. Подъем пуансона 6. Съем изделия | Применяется для фор- мования толстостенных изделий, Эластичность формующего пуансона обеспечивает меньшую разнотолщинность, чем при механическом формовании жестким пуансоном. За счет некоторого сжатия реальной жидкости точность изделий ниже, чем при формовании с гидравлическим пуансоном переменного объема | Необходима периодическая замена резиновой диафрагмы. Контролируется скорость опускания пуансона и отсутствие течи в диафрагме |
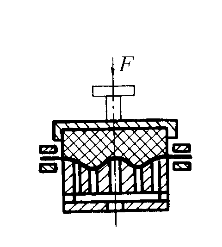
| Формование гидравлическим (пневматическим) пуансоном переменного объема | | 1. Нагрев заготовки 2. Установка заготовки 3. Опускание крышки с диафрагмой и зажим заготовки 4. Подача жидкости или сжатого воздуха в пространство между крышкой и диафрагмой и оформление изделия 5. Охлаждение изделия 6. Отбор жидкости из пространства между крышкой и диафрагмой (стравливание воздуха) 7. Подъем крышки с диафрагмой 8. Съем изделия | При использовании гидравлики применяется для формования толстостенных изделий, при этом дает те же результаты, что и предыдущий способ, однако точность изделий выше. С помощью сжатого воздуха могут быть получены изделия из перфорированных заготовок или вспененных листовых термопластов. Распределение разнотолщин-ности в изделиях аналогично получаемой при негативном формовании с предварительной механической вытяжкой. Способ может быть рекомендован для изделий с небольшим отношением HID | Контролируется давление среды, подаваемой в диафрагму. Способ с небольшими изменениями может использоваться в сочетании с вакуумным отсосом |
| Формование с применением прототипа | | 1. Укладка прототипа 2. Закрепление заготовки 3. Нагрев заготовки 4. Подъем прототипа и механическая вытяжка заготовки 5. Создание давления над заготовкой или вакуумирование полости под заготовкой и оформление изделия 6. Охлаждение изделия 7. Опускание стола 8. Съем изделия | Способ применяется в основном для упаковки изделий в пленочные материалы. Подобный способ упаковки в прозрачную пленку называется «скин». Прототип может укладываться на пористый картон с клеящим слоем по периметру. При формовании обеспечивается склейка упаковки с картоном, на который предварительно нанесены надписи коммерческого характера | Перепад давления подбирается так, чтобы пленка не слишком плотно облегала прототип во избежание затруднений со снятием упаковки. Желательно применение прозрачных пленок |
| Формование с применением несущих основ (нанесение пленочного покрытия) | | 1. Установка покрываемой детали 2. Закрепление заготовки 3. Нагрев заготовки 4. Подъем покрываемой детали и механическая вытяжка заготовки 5. Создание давления над заготовкой или вакуумирование полости под заготовкой и оформление изделия 6. Охлаждение изделия 7. Съем изделия 8. Опускание стола | Способ используется для получения полимерных покрытий на дереве, металле и т. п. Для лучшей связи пленки с основой последнюю покрывают клеем (адгезивом), однако, во многих случаях, прочная связь пленки с основой обеспечивается за счет усадки пленки после формования | Применяется и другой метод покрытия пленкой несущих основ. Например, в автомобилестроении широко распространены детали из пенополиуретана, сверху декорированные полимерной пленкой. При их производстве сначала формуют одним из перечисленных выше методов декоративное покрытие, затем вкладывают его в специальную форму и впрыскивают под давлением пенообразующий полимер |
| Упаковка в тсрмоуса-живающуюся пленку | | 1. Обертывание или закладывание упаковываемого предмета (1) в рукав из термоусаживающейся пленки (2) 2. Укладка предметов на поддоны (3) 3. Установка поддонов в термокамере (4) 4. Выдержка в термокамере и формование упаковки 5. Удаление поддонов из термокамеры 6. Охлаждение изделия 7. Снятие упаковки с поддона | Способом термоусадки производится разовая упаковка изделий различных габаритов и практически любой конфигурации | В процессе используется специальная термоуса-живающаяся пленка. Тщательно контролируются температура в термокамере и время пребывания в ней упаковки |
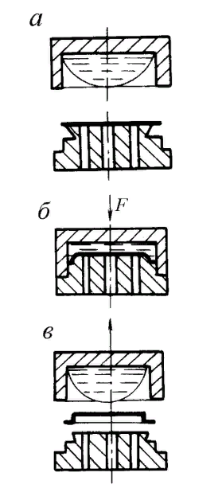
| Механическое формование сопряженными матрицей и пуансоном | | 1. Нагрев заготовки 2. Установка заготовки 3. Опускание пуансона и оформление изделия 4. Охлаждение изделия 5. Подъем пуансона 6. Съем изделия | Изделие практически равнотолщинное при малой глубине вытяжки. Обе поверхности изделия точно соответствуют размерам пуансона и матрицы | Контролируются температура нагрева заготовки и время охлаждения |
| Механическое формование эластичным пуансоном | | 1. Нагрев заготовки 2. Закрепление заготовки 3. Опускание пуансона и оформление изделия 4. Охлаждение изделия 5. Подъем пуансона 6. Съем изделия | Одна из поверхностей изделия точно воспроизводит размеры матрицы. Данный способ предпочтителен перед формованием сопряженными пуансоном и матрицей при получении изделий с поднутрениями, резкими переходами, углублениями или выступами. Не рекомендуется для производства глубоких изделий | Эластичный пуансон не должен повторять форму изделия, но его конфигурация зависит от геометрии матрицы |
| Механическое формование в эластичной матрице | | 1. Нагрев заготовки 2. Закрепление заготовки 3. Опускание пуансона и оформление изделия 4. Охлаждение изделия 5. Подъем пуансона 6. Съем изделия | Одна из поверхностей изделия точно воспроизводит размеры пуансона. Все остальное так же, как при механическом формовании эластичным пуансоном | Геометрические параметры матрицы зависят от конфигурации пуансона. Контролируются те же параметры, что и в предыдущих способах |
| Механическая протяжка | | . Закрепление заготовки 2. Нагрев заготовки 3. Опускание протяжного пуансона и оформление изделия 4. Охлаждение изделия 5. Подъем пуансона 6. Съем изделия | Наибольшая толщина изделия в области днища, наименьшая - в боковых стенках. Большой разброс размеров изделий | Наиболее важные параметры - температура заготовки и скорость перемещения пуансона |
| Механическая протяжка с применением профилирующей плиты |
| 1. Закрепление заготовки 2. Нагрев заготовки 3. Опускание протяжного пуансона и оформление изделия 4. Охлаждение изделия 5. Подъем пуансона 6. Съем изделия | То же | Внимание уделяется контролю тех же параметров, что и при простой протяжке. При необходимости получения изделия более сложной формы могут быть установлены две или три профилирующие плиты. Необходимым условием является то, чтобы проходной диаметр плит уменьшался от верхней к нижней |
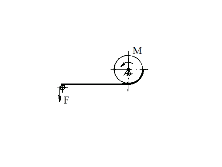
| Гибка обечаек вращения на шаблоне | | 1. Нагрев заготовки 2. Закрепление заготовки между шаблоном и натяжной тканью 3. Закрепление противовеса на поддерживающей ткани 4. Вращение шаблона и оформление изделия 5. Охлаждение изделия 6. Снятие противовеса 7. Снятие поддерживающей ткани 8. Съем изделия | Изделие идеально равнотолщинное. Точность размеров внутренней поверхности зависит от массы противовеса, скорости охлаждения и усадочных характеристик полимера | Основные параметры процесса - температура нагрева заготовки, скорость вращения шаблона и масса противовеса |
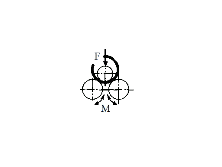
| Гибка обечаек вращения на трехвалковых вальцах | | 1. Нагрев заготовки 2. Вальцовка заготовки с постепенным охлаждением на вальцах 3. Подъем верхнего валка 4. Съем изделия 5. Установка верхнего валка | Способ позволяет получить на одном и том же оборудовании обечайки различных размеров | Наиболее ответственный этап процесса - придание заготовке необходимого радиуса кривизны до момента ее перехода из высокоэластического в твердое состояние. После этого необходимо продолжать вальцовку без изменения радиуса кривизны изделия до его полного охлаждения |
| Гибка профилей сопряженными пуансоном и матрицей | | 1. Разрезка листа на полосы 2. Нагрев полосы 3. Укладка полосы 4. Опускание пуансона и формование профиля 5. Охлаждение профиля 6. Подъем пуансона 7. Съем изделия | Возможно получение профилей только с одинаковой толщиной стенки по всему сечению. Длина профиля ограничивается лишь длиной полосы, так как ее гибка в профиль может происходить последовательно на каждом из участков | Применение данного способа производства профилей целесообразно при малой серийности изделий или в том случае, когда экструдирование подобного профиля связано с какими-либо техническими трудностями |
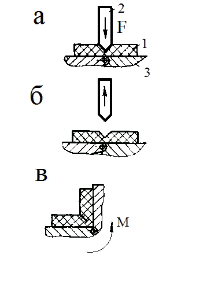
| Гибка «сваркой углов» | | 1. Укладка заготовки 2. Опускание нагретого пуансона (2) 3. Выдержка горячего пуансона на заготовке (1), его углубление в заготовку примерно на 0,7 ее толщины 4. Подъем пуансона 5. Поворот шаблона (3), изгиб листа и образование сварного шва 6. Охлаждение шва 7. Съем изделия 8. Возвращение шаблона в исходное положение | Способ применяется для гибки листов из аморфных полимеров толщиной более 12 мм и кристаллических - более 2 мм. Угол изгиба листа и угол конической части пуансона должны строго соответствовать друг другу | контролируется температура пуансона, глубина его погружения в образец. Скорость и усилие поворота шаблона должны обеспечить качественную сварку V-образной канавки, оставленной пуансоном |
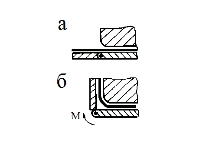
| Гибка поворотной щекой | | 1. Установка заготовки 2. Нагрев заготовки вдоль линии сгиба 3. Поворот щеки и оформление изделия 4. Охлаждение изделия 5. Возврат щеки в исходное положение 6. Съем изделия | Способ позволяет получать как простейшие V-образные профили, так и сложные коробчатые сечения. Применяется для гибки листов из аморфных полимеров толщиной до 12 мм и кристаллических - до 5 мм. Обеспечивает удовлетворительную точность размеров | Контролируется температура нагрева заготовки в месте сгиба |
| Гибка под собственным весом | | 1. Установка заготовки 2. Нагрев заготовки вдоль линии сгиба 3. Прогиб заготовки и ее прижатие к шаблону с помощью перемещающейся щеки 4. Охлаждение изделия 5. Отвод щеки 6. Съем изделия | Позволяет получать те же профили, что и предыдущий способ. Применяется для гибки изделий не толще 5 мм. Дает меньшую точность размеров (особенно радиуса скругления), чем гибка поворотной щекой | Контролируется температура нагрева заготовки в месте сгиба. Способ плохо поддается автоматизации из-за неодинакового прогиба заготовок под действием собственного веса |
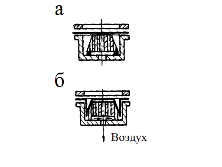
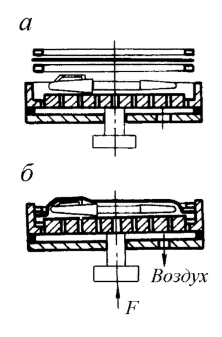
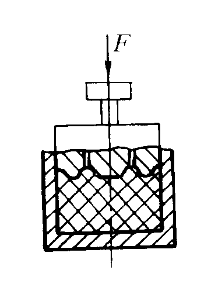
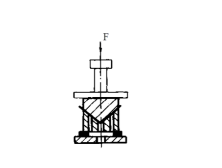
| Объемное формование монолитного изделия | | Нагрев заготовки Установка заготовки Опускание верхнего пуансона и формование изделия Охлаждение изделия Подъем пуансона Съем изделия | При объеме изделия, равном объему заготовки, толщина отдельных элементов изделия может значительно превышать толщину заготовки. Наиболее хорошо формуются изделия из полиэтилена, полипропилена, АБС-пластиков, полиформальдегида | Удельное давление формования должно быть от 4 до 70 МПа, причем с увеличением разницы в толщине отдельных участков изделия оно несколько возрастает. Температура формования должна быть на 57 ниже температуры течения перерабатываемого термопласта |
| Объемное формование полого изделия | | Нагрев заготовки Установка заготовки Опускание верхнего пуансона и формование изделия Охлаждение изделия Подъем пуансона Съем изделия | То же | Необходимо тщательно следить, чтобы температура заготовки не превысила температуру течения полимера, в этом случае неизбежны отклонения в геометрических размерах изделия |
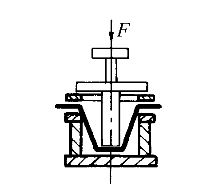
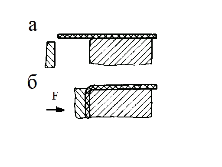
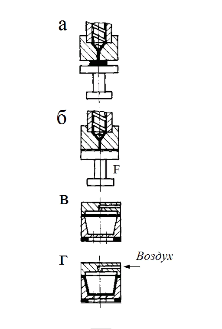
| «Топформование» - формование заготовок, полученных экструзионно-прессовым методом *** | | 1. Свободное выдавливание полимера на торец пуансона 2. Подъем пуансона и оформление заготовки 3. Охлаждение заготовки до высокоэластического состояния 4. Перемещение заготовки на позицию формования 5. Закрепление заготовки 6. Формование изделия (на схеме - негативным способом) 7. Охлаждение изделия 8. Съем изделия | В зависимости от конфигурации изделия и применяемого способа формования торец пуансона может быть не плоским, а иметь, например, форму, обеспечивающую получение заготовки, утолщенной посередине и утоняющейся к краям. Из заготовки такой формы негативным способом можно получить практически равнотолщинное изделие | В процессе контролируются объем экструдируе-мой заготовки, ход и усилие нижнего пуансона, а также все параметры, связанные непосредственно с формованием. Агрегаты для такого формования работают в автоматическом режиме. Процесс был запатентован английской фирмой под названием «Topform» |
| *На всех схемах не показаны нагрев заготовки и съем готового изделия, так как эти этапы характерны для всех приводимых способов. **В таблице не указаны операции, выполняемые машинистом формовочных машин, связанные с поэтапным контролем качества формуемых изделий. ***Близким по схеме и назначению является способ формования из заготовок, полученных методом литья под давлением. | ||||
Использованная литература
Шерышев М.А. Формование полимерных листов и пленок. – Л.: Химия, 1989. – 120 с.
Шерышев М.А. Пневмо- вакуумформование / Библиотечка переработчика пластмасс; - СПб.: ЦОП «Профессия», 2010. – 192 с.
Дата публикации и кол-во просмотров статьи
Просмотров: 10133Дата публикации: 18.09.2018 12:40:32
Время чтения
Время чтения:

