Обсуждаем на форуме
Обсуждаем на форуме




Список тематических статей
Стандартизация при изготовлении форм
В настоящее время, при повышенном спросе на литьевую продукцию из полимерных материалов и возрастающих требованиях к ее качеству, ключевым вопросом для ее производителей является наличие литьевых форм с оптимальным для переработчика соотношением «цена/качество».
Компаний, предлагающих в настоящее время услуги конструирования и изготовления форм для литья под давлением деталей из пластмасс (на любой вкус – и по цене, и по качеству, и по срокам, и по сервису), – множество.
Считается, что «элитная» литьевая оснастка на российском рынке – это оснастка из Западной Европы. Литьевые формы из Германии, Португалии, Италии и некоторых других западноевропейских стран позволяют решать наиболее ответственные задачи. Их используют для литья особо точных и качественных деталей, в том числе, для медицинской промышленности.
Так называемый «средний класс» оснастки − это литьевые формы из Польши, Венгрии, некоторых других восточноевропейских стран. Среди них и ряд российских производителей.
В целом менее качественные формы (но и более дешевые) изготавливают в странах Азии. Однако все относительно. Можно найти азиатские фирмы, выпускающие формы с неплохим соотношением «цена/качество», особенно для несложных изделий с небольшим объемом выпуска. В этом случае более предпочтительной становится продукция, например, из КНР.
Одной из основных современных тенденций в проектировании и производстве литьевых форм является использование стандартизованных комплектующих. Для этого ряд фирм выпускает типовой набор стандартных элементов, из которых конструкторы при проектировании формы могут подобрать подходящую деталь. Эти комплектующие описаны в доступных каталогах фирм, и выбор необходимого элемента обычно не представляет сложности. В современной литьевой форме количество стандартных деталей может достигать 90 %.
Ниже перечислены основные преимущества использования в формах стандартных деталей.
Удобство при проектировании. Ушли в прошлое те времена, когда конструктор на кульмане вырисовывал все детали литьевой формы: плиты, втулки, колонки, выталкиватели, ... В настоящее время он, имея современное программное обеспечение, выполняет автоматическое, так называемое «сквозное» проектирование, когда после загрузки в компьютер геометрической модели изделия, а также некоторых других данных об изделии из пластмассы и собственно форме (тип полимера, расположение мест впрыска и плоскости разъема полуформ, гнездность и др.) компонуется конструкция формы, а также, при необходимости, просчитываются технологические параметры литья. Опытному конструктору необходимо лишь внести ряд доработок, после чего заказать стандартные детали для формы по тому или иному каталогу.
Взаимозаменяемость и ремонтопригодность. Предприятия, эксплуатирующие литьевые формы, легко смогут заменить вышедшую из строя деталь, просто заказав ее аналог. Также целесообразно иметь на складе запас деталей, по статистике наиболее часто выходящих из строя. Это значительно снижает время простоя оборудования, так как при поломке детали не надо ждать дни и недели, пока доставят аналогичную деталь.
Высокое качество. Использование стандартных деталей зачастую значительно повышает качество изготовленной формы. Это связано с высоким профессионализмом предприятий, изготавливающих стандартные элементы. Залогом их высокого качества служат узкая специализация таких предприятий и их большой производственный опыт.
Снижение стоимости. В большинстве случаев дешевле купить стандартные детали производства узкоспециализированной фирмы. Изготовленные в процессе «поточного» производства, по отработанную технологии и надежными поставщиками, они имеют и более низкую себестоимость по сравнению с себестоимостью нестандартных деталей, изготовленных, например, производителями литьевых форм.
Современная промышленность предлагает следующие виды стандартных деталей для литьевых форм.
Плиты. Это наиболее крупногабаритные и тяжелые детали форм. Типовая литьевая форма состоит из двух крепежных плит, плит для установки выталкивателей и хвостовика, опорных брусьев, промежуточных плит, обойм для формообразующих деталей (ФОД). Для изготовления плит обычно применяются стали 1.1730 (аналог по ГОСТу – сталь 45), 1.2311, 1.2312 (40ХГМА), 1.2343 (4Х5МФС), 1.2162 (18ХГТ), 1.2764 (18Х2Н4МА), 1.2083 (40Х13) и некоторые другие. Марка стали для изготовления плиты выбирается исходя из ее назначения в форме и требований к форме. Плиты, представленные в каталогах, обычно имеют уже готовые отверстия под втулки, колонки и крепежные болты. Таким образом, например, для крепежных плит, опорных брусьев и промежуточных плит необходимы лишь минимальные доработки. Несколько больше дорабатываются плиты системы выталкивания и обоймы матриц и пуансонов. В зависимости от конструкции формы и вида формуемого изделия в них выполняется необходимое количество отверстий под выталкиватели, фрезеруются полости под формообразующие детали, горячеканальную систему (фото 1) и др. (фото 2).
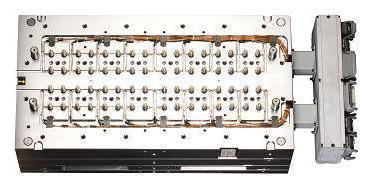
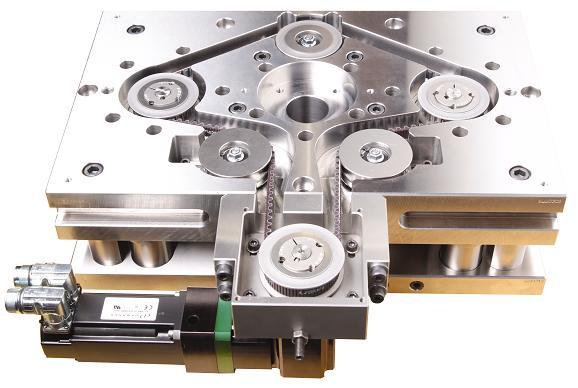
Фото 1 и 2
На рынке также представлены плиты, не имеющие отверстий, что дает конструктору возможность самому выбрать их расположение при реализации нестандартных решений. Также можно подобрать заготовки для изготовления ФОД из металла требуемого качества.
Детали системы центрирования. К этим деталям относятся направляющие колонки и втулки, центрирующие втулки, центрирующие фланцы, а также различные призматические и конические центрирующие устройства, которые выпускаются полностью готовыми, с требуемыми размерными допусками, закаленные и цементированные.
Выталкиватели. Большинство литьевых изделий требуют их выталкивания из формы. Виды выталкивателей разнообразны (цилиндрические, ступенчатые, плоские, трубчатые и др.), и большинство из них стандартизованы (фото 3). Для применения в конкретной форме стандартных выталкивателей, которые поставляются обычно с запасом по длине, необходимо лишь уменьшить ее путем механической обработки до требуемого значения.
Литниковая система для холодноканальных форм включает в себя стандартизованные литниковые втулки, центральные втулки и вставки для впрыска, позволяющие использовать тоннельный впускной канал.
Дополнительные элементы форм, к которым относятся крепеж (винты, шпильки, рым-болты и т. д.), шайбы, пружины, маркирующие вставки. Эти элементы также представлены в каталогах стандартных элементов, и конструктору остается только подобрать подходящие комплектующие для проектируемой формы.

Фото 3
Среди основных производителей вышеперечисленных комплектующих можно отметить фирмы HASCO Hasenclever GmbH (Германия), D-M-E (Бельгия), LKM (Китай), EOC Normalien GmbH (Германия), (с 2001 г. входит в состав корпорации D-M-E), ЗАО «Тантал-EOЦ Нормалиен» (Россия), STRACK NORMA GmbH (Германия), DREI-S-WERK GmbH (Германия), FODESCO (Финляндия). Продукция этих фирм уже хорошо зарекомендовала себя на российском рынке. Следует отметить и крупнейшего азиатского производителя нормализованных элементов для форм – компанию LKM, входящую в группу LUNG KEE. Ее стандартные плиты и комплектующие используются большинством тайваньских и китайских компаний, а также многими европейскими, американскими, корейскими и японскими фирмами. Помимо азиатских стандартов, компания изготавливает продукцию и по европейским стандартам, практически не уступая в качестве европейским лидерам, однако выигрывая у них в возможности поставок по более низким ценам.
Особого внимания заслуживает класс стандартных комплектующих – компонентов горячеканальных систем (ГКС) литьевых форм. Уже стало привычным, что большинство производимых литьевых форм – горячеканальные, а холодноканальные – с их неизбежными отходами, повышенным временем цикла, более низкой размерной точностью изделий из пластика стали сдавать свои позиции, когда-то казавшиеся незыблемыми. Исходя из этого основная задача конструктора – это правильно выбрать и сконструировать ГКС, чтобы в полной мере использовать ее преимущества.
Комплектующие ГКС включают в себя:
блоки коллекторов, которые используются для распределения расплава полимера по оформляющим гнездам горячеканальной формы (к коллектору обычно прилагается обогреваемая либо не обогреваемая литниковая втулка);
горячеканальные инжекторы, предназначенные для непосредственного впрыска расплава полимерного материала в оформляющие полости формы (фото 4);
приборы контроля температуры в зонах коллектора и инжекторов (фото 5);
вспомогательные и расходные элементы − термопары, нагреватели, соединительные провода, разъемы и др.


Фото 4 и 5
Среди основных производителей стандартных комплектующих ГКС можно выделить компании Mold-Masters (Канада-Германия), YUDO (Ю.Корея), HASCO (Германия), D-M-E (Бельгия), Thermoplay (Италия), «ИМИД» (Россия) и некоторые другие. Широкой известностью в этом плане пользуется Mold-Masters (в СНГ представлена компанией ООО"Система"), имеющая приближенные к потребителю собственные производства во многих регионах мира.
Таким образом, ассортимент стандартных комплектующих литьевых форм в настоящее время чрезвычайно широк: достаточно ознакомиться с каталогами соответствующих фирм-производителей, как это становится ясно. Главной задачей конструктора в этом случае становится выбрать надежного поставщика таких элементов, который помимо их высокого качества предоставит и хорошие гарантийные условия, техническую поддержку и сопровождение.
Дата публикации и кол-во просмотров статьи
Просмотров: 4110Дата публикации: 18.09.2018 12:40:40
Время чтения
Время чтения: