Обсуждаем на форуме
Обсуждаем на форуме





Список тематических статей
Плановое и ежедневное обслуживание пресс-форм
Плановое и ежедневное обслуживание пресс-форм.
Вообще-то пресс-форма - это вам не какая-нибудь дорогая игрушка для развлечения ребёнка. Пресс-форма - это средство зарабатывания денег для литьевого предприятия. Причём в конечном итоге прибыль предприятия переходит в виде зарплаты в том числе и сотрудникам предприятия. Пресс-форма - это как автомобиль для таксиста. Но вот почему-то таксисты так или иначе стараются регулярно обслуживать свои автомобили, а эксплуатанты пресс-форм обычно откровенно плюют на поддержание пресс-формы в должном состоянии. Интересно, что цены на пресс-формы в общем случае сопоставимы со стоимостью автомобиля. Мне не понятна такая практика литьевиков и поэтому в этой статье я постараюсь в двух словах описать процесс плановго обслуживания пресс-форм.
Фото 1. Общий осмотр пресс-формы
Плановое обслуживание пресс-форм делится на две части: это ежедневный осмотр на термопластавтомате при её эксплуатации и собственно обслуживание пресс-формы с её демонтажом с термопластавтомата.
Ежедневный осмотр пресс-формы при её эксплуатации.
Ежедневный осмотр заключается в следующем. Цикл остановили, плиты машины развели, маслонасос выключили, голову в разъём засунули, светим себе лампой и смотрим на пресс-форму. Тут нужно иметь намётанный глаз. Не должно быть видимых изменений геометрии знаков и толкателей, подбоя рабочих кромок пресс-канта и самое главное - задиров на трущихся поверхностях. Одновременно форму смазываем. Для этого старую смазку удаляем вместе с продуктами износа чистой сухой ветошью, затем наносим новую смазку чистой сухой кистью с хорошо закреплённым ворсом. Затем запускаем маслонасос, делаем несколько смыканий и процедуру смазки повторяем. Задача - сделать так, чтобы смазка попала между трущимися поверхностями, а продукты износа ушли оттуда. Лишнюю смазку стираем ветошью. Увидели задиры - форму немедленно снимаем, задиры убираем ошкуриванием. Вообще задиры имеют свойство прогрессировать. Однажды появившись, если не принять меры по борьбе с ними, они будут расти в геометрической прогрессии. Чуть позже я постараюсь написать о методах борьбы с этим явлением.
Понятно, что изменение геометрии знаков и/или толкателей - тоже повод для ремонта пресс-формы. Так же при работе пресс-формы не должно быть посторонних звуков (например, скрипов в системе толкания). Если таковые имеются, то как минимум причиной этого может быть недостаточная смазка трущихся поверхностей, а как максимум - изменение геометрии соответствующих деталей, например, прогиб плиты толкателей. Если после смазывания посторонние звуки не ушли - это серьёзный повод для того, чтобы снять пресс-форму с термопластавтомата и разобраться с вопросом как следует.
Фото 2. Очистка пресс-формы растворителем.
Итак, при ежедневном осмотре делаем следующее:
- удаляем продукты износа вместе со старой смазкой;
- наносим новую смазку так, чтобы она гарантированно попала между трущимися деталями;
- проверяем, не изменили ли свою геометрию тонкие знаки и толкатели;
- смотрим, не появились ли задиры на трущихся поверхностях.
Плановое обслуживание пресс-формы.
Если пресс-форма работает беспрерывно, то в среднем где-то раз в недельку-полторы форму нужно полностью обслуживать. Так же форму нужно обслуживать перед постановкой на длительное хранение. Процедура обслуживания не хитрая.
1. Цикл остановили, охлаждение полностью отключили. Теперь каждый канал отдельно продуваем сжатым воздухом. Для этого на выход канала подключаем трубку, конец которой опускаем в бутылку. На вход канала из пистолета подаём сжатый воздух, герметизируем сопло пистолета тряпочкой. Так последовательно продуваем все каналы. Вода из каналов не должна капать. Каналы охлаждения должны быть сухими! Если вы используете обычную воду для охлаждения пресс-формы, не надо давать коррозии развиваться в моменты простоя пресс-формы. Есть и другая важная причина, о которой скажу ниже.

Фото 3. Смазка трущихся поверхностей пресс-формы.
2. Теперь дуем сжатым воздухом на оформляющие. Они должны быть сухими после процедуры отключения охлаждения. Если на оформляющие попадёт влага и форма постоит без работы - последствия будут удивительными. В моей практике так испортили оформляющие с мельчайшей лазерной текстурой (пара малозаметных капель и такую текстуру в России не представилось возможным полностью восстановить). Затем на оформляющие наносится тонкий слой смазки. Тут уж кто как приноровится: можно нанести масло самое дешевое типа М8 кистью, можно из пульвера. Смазка не должна быть слишком густой типа солидола, иначе ее потом трудно снять, и не должна легко стекать с вертикальных поверхностей.
Проблема в том, что обычные смазки не имеют красителя в своем составе, и поэтому плохо видно, закрыта ли поверхность или нет. Предпочтительно использовать консервационные составы в аэрозольной упаковке, которые имеют в своем составе краситель. Они удобны в работе, но мне они не нравятся тем, что мы не знаем, из чего они сделаны. В моей практике этот состав прореагировал с жидкостью, применяемой для электроэррозионных работ. В результате консервационный состав загустел и высох, после чего снять его с оформляющих было нелегко. Так же в России такие составы в аэрозольных баллончиках не всем доступны. (Важное примечание! Силиконовая смазка очень слабо противодействует коррозии и предназначена только для облегчения съёма изделия, а не для защиты от коррозии!) Поэтому лично я - сторонник старых добрых методов (кисть или пульвер и дешевое моторное или коробочное масло).
Фото 4. Проверка плавности хода ползунов.
3. Снимаем форму с машины, и проводим полную разборку. Опять же глядим на отклонение знаков и толкателей от нормальной геометрии, задиры и т.п. Форму полностью очищаем от смазки. При этом используем смесь полярного и неполярного растворителя, т.е. готовим смесь из бензина Калоша (или уайт-спирита) 70% + ацетон 30%. Такая смесь отлично очищает. Обычно это состав хорошего очистителя карбюратора в аэрозольной упаковке из автомагазина. Можно использовать очиститель карбюратора, но это дорого и можно попасть на некачественный. Компоненты растворителя лучше купить канистрами или бочками. Соотношение компонентов можно подрегулировать по вкусу. Так же эту смесь можно и нужно использовать для удаления консервационного состава с оформляющих. Для этого смесь поливаем из распылителя с ручным приводом или брызгаем из бутылки, одновременно дуем на оформляющие сжатым воздухом.

Фото 5. Переворачиваем пресс-форму.
4. Посмотрели форму, почистили, теперь собираем. Перед сборкой всю форму смазываем по системе "Баба любит ласку, а пресс-форма - смазку". Смазываем всё, включая плоские поверхности плит. Форма всегда должна выглядеть как новая, идея тут даже не столько в смазке, сколько в защите от коррозии. Если пресс-форма выглядит как после войны, то и отношение наладчиков к ней постепенно меняется. На плиты наносим консистентную смазку кистью, которая не теряет ворс. Излишки удаляем строительным шпателем с резиновым жалом. Можно нанести масло пульвером, а не консистентную смазку кистью. Тут проблема в том, что жидкое масло растворяет констистентную смазку. Следовательно, при использовании жидкой смазки для защиты от коррозии, необходимо удалять её с поверхностей, которые предстоит смазать консистентной смазкой. Слой смазки на плитах должен быть очень тонким, но он должен быть. Если слой будет очень толстый, то при сборке смазка создаст ненужные зазоры. При эксплуатации зазоры уйдут и форма разболтается. То есть пресс-форму между плитами смазываем аккуратно.

Фото 6. В один пульверизатор залито моторное масло, во второй - смесь растворителей
5. При сборке все ползуны двигаем по смазке руками, следим, чтобы они двигались плавно и без заеданий. Понятно, что ползуны перед этим должны быть прикручены фиксирующими элементами. Отдельно засовываем толкатели каждый в своё гнездо и проверяем плавность хода. Усилие хода всех толкателей должно быть примерно одинаковым. Если толкатель не лезет, возможно он погнут. Нет смысла пригонять гнутый толкатель. Прямолинейность толкателя проверяется методом светового зазора на лекальной линейке или на шлифованном брусе. Лекальная линейка предпочтительней. Помимо этого проверяем наличие задиров на всех трущихся поверхностях. Если таковые замечены, то как минимум выступивший из задиров металл должен быть удалён, например, мелкой наждачной шкуркой. Но это полумера. Желательно разобраться в причинах задирообразования, о которых я постараюсь написать как-нибудь попозже.
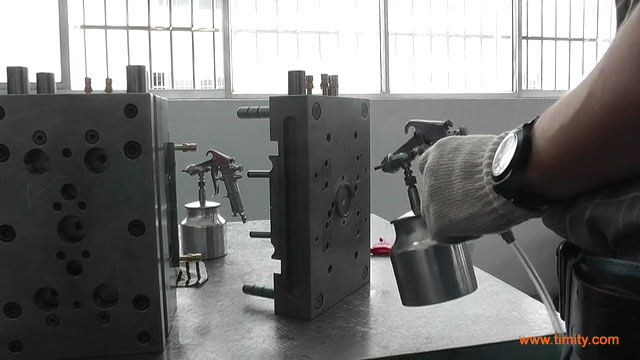
Фото 7. Покрываем пресс-форму слоем моторного масла для защиты от коррозии
6. Если всё хорошо, форму собираем. При сборке нужно помнить, что все толкатели пригоняются каждый в своё отверстие, поэтому толкатели и их отверстия промаркированы. Кроме толкателей пригоняются по месту ещё некоторые детали. Поэтому при сборке нужно быть внимательным и следить за соответствием маркировки. При сборке эти вещи путать нельзя.

Фото 8. Тележка для инструмента очень удобна при обслуживании пресс-форм
7. Хранить пресс-формы лучше всего не на полу. Дело в том, что иногда случаются аварии трубопроводов с протечкой воды и пресс-формы может залить вытекшей водой. Но аварии случаются достаточно редко, поэтому это не самая важная причина. Дело в том, что как бы мы ни старались, но всё-таки вся пыль и грязь скапливаются именно на полу. Её пытаются подмести, как-то убрать и т.п. В результате при хранении пресс-форм на полу они сильно подвержены попаданию грязи в них. Особенно погано, когда в одном помещении с хранящимися пресс-формами устанавливается оборудование для металлообработки. Например, электроточило. А ещё хуже - шлифовальный станок.
Пыль, выделяющаяся при работе электроточила или шлифовального станка очень абразивна (камень ведь изнашивается), а такая пыль при попадании в подвижные части оборудования или пресс-формы, в систему смазки и т.п. выводит его из строя гораздо раньше, чем это ожидалось. Поэтому храните пресс-формы хотя бы на паллетах, а лучше всего на специальных стеллажах с выдвижными полками. При хранении пресс-формы, её желательно укрыть тканью или полимерной плёнкой.

Фото 9. Тележка для инструмента должна иметь ящик для хранения мелочёвки
Автор: Багаев Олег, директор завода-изготовителя пресс-форм Тимити Молдс энд Плэстикс.
Статья размещена с согласия автора. Оригинал статьи размещён на сайте завода-изготовителя пресс-форм Тимити Молдс энд Плэстикс www.timity.com
ПластЭксперт рекомендует: Статья о том, как выбрать изготовителя прессформы для литья пластмасс
Дата публикации и кол-во просмотров статьи
Просмотров: 15398Дата публикации: 18.09.2018 12:40:38
Время чтения
Время чтения: