Обсуждаем на форуме
Обсуждаем на форуме




Список тематических статей
Сожержание статьи:
Новые трубные головки
Использование вторичного сырья в производстве труб из полимерных материалов
Производство труб из полимерных материалов предполагает образование отходов, из которых часть считается возвращаемыми, а часть – безвозвратными. Общесоюзные нормы [1] предполагают количество отходов – 5% от массы произведенных труб. Эти 5% включают безвозвратные и условно возвращаемые отходы. К безвозвратным отходам относятся образование летучих соединений (угар) – 0,5% и усушка/утряска при транспортировке 0,3%. На практике установлено, что угар несколько больше – около 0,5-1,5%. К усушке/утряске относятся порванные при транспортировке мешки и крупные литники, которые не могут быть передроблены. Таким образом, при производстве тонны полимерных труб остается 35кг отходов, условно считаемых возвращаемыми. Данная норма подходит для непрерывного производства труб (смена типоразмера выпускаемой трубы 5 раз в месяц), а если учесть более частый пуск/останов линии и смену инструмента, возможные сбои маркирующих устройств, то кол-во таких отходов значительно возрастет. Условно возвращаемые отходы можно передробить и подмешивать к гранулам сырья при производстве неответственных труб (например труб для укладки кабелей, заготовок шпуль, дренажных оболочек, поливочных шлангов). При этом основными требованиями к дробленке являются ее гранулометрический состав (размеры кусков) и насыпной вес смеси (не менее 450кг/м3 для HDPE), что достигается подбором размеров ячейки решетки, установленной в дробилке, скоростью и зазором ножей ротора дробилки (куски лохматятся). Использование дробленки при производстве напорных труб, или труб с повышенным требованием к внешнему виду часто затруднено наличием в дробленке песка, участков пережженного сырья. В таком случае необходимо использовать грануляцию дробленки с фильтрацией. Сетка фильтра отделит песок и мусор, а экструдер перемешает полимер в расплаве таким образом, что пережженные участки усредняются по массе. К сожалению, данный способ не подходит для ПВХ, время термостабильности которого ограничено. Для других термопластов ограничений нет, однако не следует забывать, что любая переработка полимера снижает его молекулярный состав, что ведет к снижению его физико-механических свойств. Наиболее целесообразно превратить условно возвращаемые отходы в сырье, - заготовить отходы в виде порезанных на ленточной пиле полос в количестве 10-50т, отвезти эти отходы и пустые мешки из под этого сырья на предприятие, занимающееся их переработкой и получить гранулы в завязанных мешках. После этого необходимо определить, насколько повлияет добавка регенерата на качество трубы, и какой процент регенерата можно вводить в основное сырье. Следует учесть, что такие материалы, как ПП тип 3 (полипропилен Random сополимер) относятся к ПЭ как "бочка меда" к "ложке дегтя", даже при добавках 0,01% (консультация у специалистов фирмы Borealis). И наконец, Вы можете узаконить эту процедуру, проведя испытания регенерата как нового сырья и внеся соответствующие поправки в регламент. В настоящее время наблюдается тенденция к многослойным трубам, при этом достигается экономия дорогих компонентов (скользкий слой, барьерный слой), красителя, а порой вторичка просто загоняется во внутренний слой [2], однако для производства таких труб необходимы серьезные капитальные вложения в оборудование. В настоящее время при производстве труб напорного горячего и холодного водоснабжения, для газа одним из основных критериев качества трубы являются результаты гидравлических испытаний. Что говорить о добавках дробленки (которые согласно ГОСТ запрещены), если имеющиеся линии выпускают трубу на чистом сырье, при этом труба с трудом выдерживает испытания. И дело здесь не только в сырье, и в износе экструдеров, регулярно "выплевывающих" пережженные участки из раковин цилиндров (а где тонко, там и рвется), и в большей степени – в наших формующих головках. Отечественные трубные головы прямоточные (корзиночный тип - по импортному), т.е. расплав из экструдера, рис.1,4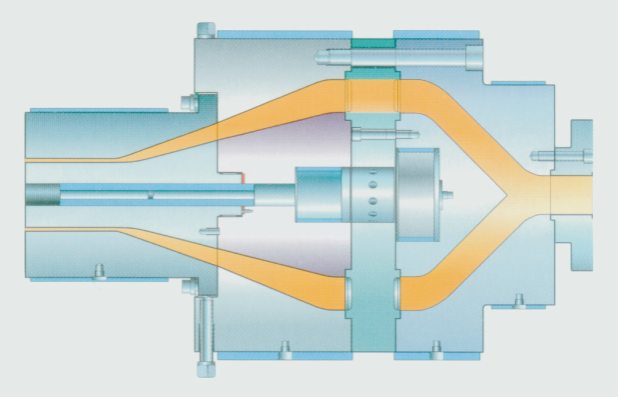
Рис. 1 [3]
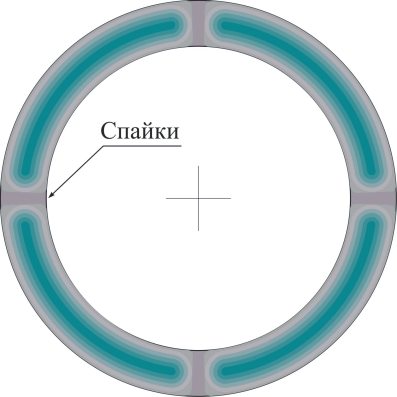 Рис. 2 попадает в головку, где разделяется на несколько потоков, огибающих дорнодержатель, после чего потоки смыкаются в кольцевой канал и выходят из головы в виде трубной заготовки расплава. В словах "потоки смыкаются в кольцевой канал" и кроется причина плохих результатов гидравлических испытаний (испытания на разрывной машине всегда дают отличные результаты). Дело в том, что при течении полимера в канале на стенки канала мигрируют низковязкие компоненты и, соответственно низкомолекулярные (они всегда присутствуют в спектре молекулярных весов данного среднемолекулярного веса полимера, однако усреднены в массе). Такие компоненты еще называют воском, из-за внешнего сходства. Увидеть эти компоненты можно на стыках головки, будучи низковязкими они просачивается через стыки, хотя обычному полимеру это не под силу, полимерный воск скапливается на калибре – это конденсируются его испарения. И даже если Вы приобретете дорогой импортный полимер с низким содержанием низкомолекулярных продуктов (узкий спектр молекулярного распределения), продукты его термического распада также дадут жирный налет на калибре (просто это будет проявляться в меньшей степени, и остановки на чистку калибра будут реже). При смыкании потоков расплава в головке в кольцевой канал, потоки окружены тонкой пленкой полимерного воска, который не имеет механической прочности, в результате потоки не "сращиваются", образуются "спайки", рис.2 труба может не выдержать гидравлические испытания. Если Вы сомневаетесь в сказанном, можете проделать небольшой эксперимент – добавить в пустой бункер (не полностью пустой, чтобы не оборвать трубу) работающей линии 100гр красителя (экструдер диам. 63мм, для диам. 90мм – 300гр) и засыпать сверху сырье натурального цвета (прозрачное). Положение спиц, делящих поток в головке в начале очертится натуральным цветом (скорость потока наибольшая в центре канала), а в конце положение спиц очертится красителем, поскольку скорость потока минимальная на границах канала. Будет также момент, когда труба будет окрашена равномерно. Установив мощную лампу, направленную на трубу между головкой и калибром Вы установите начало появления красителя, момент равномерного окрашивания трубы и момент полного выхода красителя из головки. Также Вы сможете установить кол-во и положение спиц на головке и емкость (кг) экструдера с головкой (время от введения красителя до появления его на выходе головки необходимо умножить на производительность в момент эксперимента), а также среднее время пребывания материала в экструдере и головке (по моменту равномерного окрашивания трубной заготовки), что важно для переработки ПВХ. После того, как определено кол-во и расположение спиц, рассекающих расплав в головке (проверить по положению воздушного канала с торца головки), вы можете промаркировать трубу в этих местах (напротив спиц) и убедиться, что при гидравлических испытаниях разрыв трубы происходит именно в этих местах.
Рис. 2 попадает в головку, где разделяется на несколько потоков, огибающих дорнодержатель, после чего потоки смыкаются в кольцевой канал и выходят из головы в виде трубной заготовки расплава. В словах "потоки смыкаются в кольцевой канал" и кроется причина плохих результатов гидравлических испытаний (испытания на разрывной машине всегда дают отличные результаты). Дело в том, что при течении полимера в канале на стенки канала мигрируют низковязкие компоненты и, соответственно низкомолекулярные (они всегда присутствуют в спектре молекулярных весов данного среднемолекулярного веса полимера, однако усреднены в массе). Такие компоненты еще называют воском, из-за внешнего сходства. Увидеть эти компоненты можно на стыках головки, будучи низковязкими они просачивается через стыки, хотя обычному полимеру это не под силу, полимерный воск скапливается на калибре – это конденсируются его испарения. И даже если Вы приобретете дорогой импортный полимер с низким содержанием низкомолекулярных продуктов (узкий спектр молекулярного распределения), продукты его термического распада также дадут жирный налет на калибре (просто это будет проявляться в меньшей степени, и остановки на чистку калибра будут реже). При смыкании потоков расплава в головке в кольцевой канал, потоки окружены тонкой пленкой полимерного воска, который не имеет механической прочности, в результате потоки не "сращиваются", образуются "спайки", рис.2 труба может не выдержать гидравлические испытания. Если Вы сомневаетесь в сказанном, можете проделать небольшой эксперимент – добавить в пустой бункер (не полностью пустой, чтобы не оборвать трубу) работающей линии 100гр красителя (экструдер диам. 63мм, для диам. 90мм – 300гр) и засыпать сверху сырье натурального цвета (прозрачное). Положение спиц, делящих поток в головке в начале очертится натуральным цветом (скорость потока наибольшая в центре канала), а в конце положение спиц очертится красителем, поскольку скорость потока минимальная на границах канала. Будет также момент, когда труба будет окрашена равномерно. Установив мощную лампу, направленную на трубу между головкой и калибром Вы установите начало появления красителя, момент равномерного окрашивания трубы и момент полного выхода красителя из головки. Также Вы сможете установить кол-во и положение спиц на головке и емкость (кг) экструдера с головкой (время от введения красителя до появления его на выходе головки необходимо умножить на производительность в момент эксперимента), а также среднее время пребывания материала в экструдере и головке (по моменту равномерного окрашивания трубной заготовки), что важно для переработки ПВХ. После того, как определено кол-во и расположение спиц, рассекающих расплав в головке (проверить по положению воздушного канала с торца головки), вы можете промаркировать трубу в этих местах (напротив спиц) и убедиться, что при гидравлических испытаниях разрыв трубы происходит именно в этих местах. Есть один способ избежать снижения прочности трубы из-за "спаек" – необходимо распределить их не перпендикулярно стенке трубы, а по спирали, рис. 4, или ступенчато. В головке для ПВХ для этого используют специальный дорнодержатель, рис.3. В головках для термопластов используют винтовое распределение расплава (спиральный тип - по импортному), рис. 5, 6. Кроме того, что в таких головках тонкие пленки воска в спайках практически не влияют на результаты гидравлических испытаний, такие трубы получаются практически спирально витыми из тонких листов полимера, что также повышает их механические свойства, поскольку неоднородность расплава

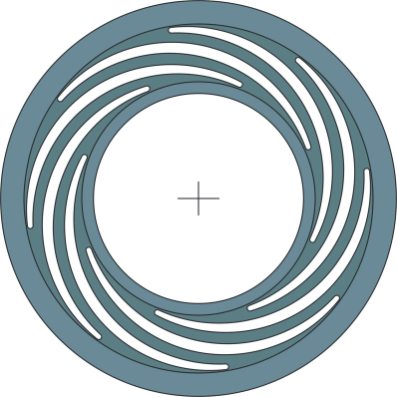 Рис.3 [3]Рисунок автора
Рис.3 [3]Рисунок автора 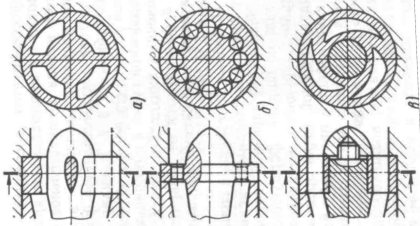 Рис.4 Отечественные конструкции сосредотачивается не узким продольным местом на трубе по всей толщине стенки (рис.7), а распределяется узким слоем (в толщине стенки) по всему сечению трубы (рис.8). Переход от прямоточных головок к головкам с винтовым распределением расплава в производстве пленок методом раздува позволил увеличить поперечное максимальное удлинение на разрыв на 40% [4]. Одним из важных достоинств головок нового типа является гладкая внутренняя поверхность, что недостижимо для решетчатого дорнодержателя, "рвущего расплав", оставляющего на внутренней стенке трубы характерную структуру "шнурков".
Рис.4 Отечественные конструкции сосредотачивается не узким продольным местом на трубе по всей толщине стенки (рис.7), а распределяется узким слоем (в толщине стенки) по всему сечению трубы (рис.8). Переход от прямоточных головок к головкам с винтовым распределением расплава в производстве пленок методом раздува позволил увеличить поперечное максимальное удлинение на разрыв на 40% [4]. Одним из важных достоинств головок нового типа является гладкая внутренняя поверхность, что недостижимо для решетчатого дорнодержателя, "рвущего расплав", оставляющего на внутренней стенке трубы характерную структуру "шнурков". 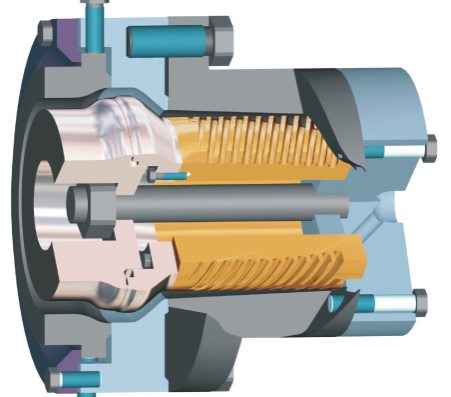 Рис.5 Схема нового типа головок (автор)
Рис.5 Схема нового типа головок (автор) 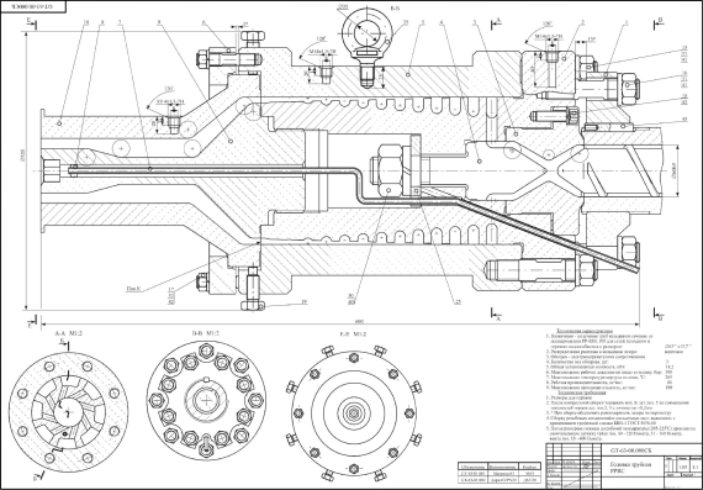 Рис.6 Общий вид головки GT63-8 (автор) Однако, головки с винтовым распределением расплава имеют ряд недостатков: 1. Более высокое гидравлическое сопротивление ведет к перегреву расплава в экструдере (на 3-50 С на новом экструдере и на 5-100 С на старом), однако при снижении температуры цилиндра удается вернуться к оптимальной температуре расплава, при улучшении смесительных характеристик экструдера и снижении температурной неоднородности расплава (тепло образуется в массе расплава, а не подводится от стенок цилиндра).
Рис.6 Общий вид головки GT63-8 (автор) Однако, головки с винтовым распределением расплава имеют ряд недостатков: 1. Более высокое гидравлическое сопротивление ведет к перегреву расплава в экструдере (на 3-50 С на новом экструдере и на 5-100 С на старом), однако при снижении температуры цилиндра удается вернуться к оптимальной температуре расплава, при улучшении смесительных характеристик экструдера и снижении температурной неоднородности расплава (тепло образуется в массе расплава, а не подводится от стенок цилиндра). 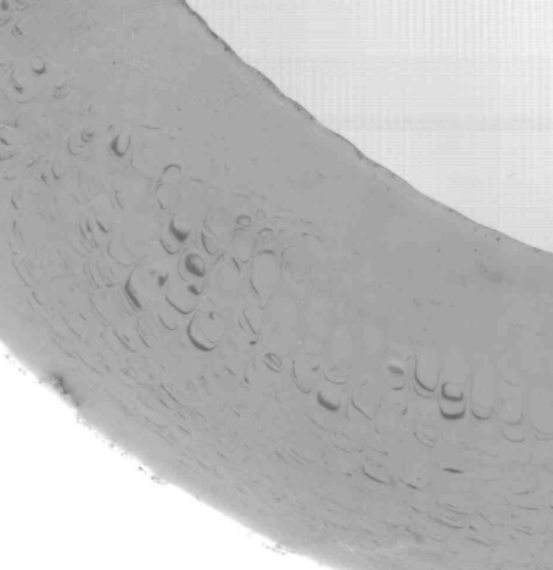 Рис.7 Срез трубы, полученный на прямоточной голове ГТ160-250 (диам. 160мм, структура "шнурков" сохраняется даже при Lдорна=500мм
Рис.7 Срез трубы, полученный на прямоточной голове ГТ160-250 (диам. 160мм, структура "шнурков" сохраняется даже при Lдорна=500мм 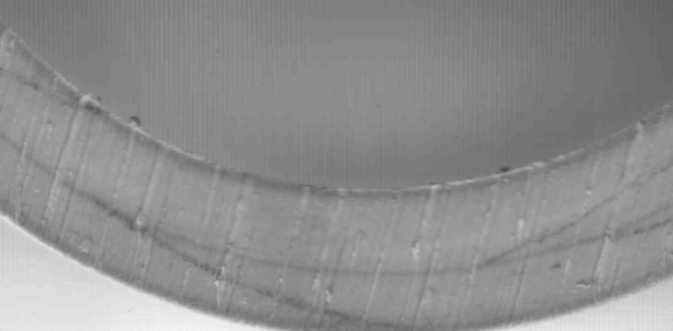 Рис.8 Срез трубы, полученной на голове нового типа GT90-8/2
Рис.8 Срез трубы, полученной на голове нового типа GT90-8/2(внутренняя поверхность трубы идеально гладкая) Испытания на отходах полиэтилентетрафталата показали большие возможности по регулировке температуры расплава (для данного материала переход жидкость - твердое тело ограничен 100 С). В итоге теряется только максимальная производительность экструдера. Также есть ограничение использования таких головок на безнапорных экструдерах – из-за большого износа, коротких (25L/D), загрузочная зона без продольных пазов. Для определения целесообразности модернизации линии новой головой необходимо предварительно снять расходно-напорную характеристику экструдера. 2. Развитая рабочая поверхность таких головок и сложность ее хромировки ограничивает применение для ПВХ и полистирола. Вместе с тем, при использовании азотирования с полировкой, а также правильном выборе зон нагрева такие головы позволяют работать в более широком диапазоне производительностей. Испытания головки нового типа показали возможность ее использования для получения труб из ПВХ дробленки пластиковой вагонки, однако данных по времени наработки нет. 3. При неправильном конструировании головки возникает разнотолщинность стенки трубы, ведущая к перерасходу сырья. Отечественные производители данного типа головок неизвестны. Импортные головки данного типа дороже на 50-150%, чем корзиночные.
Вместе с тем, автор статьи хочет проинформировать, что им сконструированы, а по чертежам изготовлены (на частных предприятиях и ОАО "Большевик", г. Киев) и работают головки трубные со спиральным распределением расплава следующие (через тире кол-во винтовых каналов): GT63-6 "СП-УДТ", г. Киев, г. Ростов, PPRC до диам. 40 на 63 мм пресс; GT90-8/2 – двухслойная, по 8 каналов на 90мм пресс з-д СанТехЗаготовок г. Киев, з-д "Арма" Нижний Новгород – трубы HDPE, PPRC до 225мм (головка "народная", поскольку весь старый инструмент от ГТ160-250 инд.982526 подходит); GT90-12 – для оболочки ППУ до диам. 560мм - з-д СанТехЗаготовок г. Киев (после анализа ошибки УкрНИИпластмаша 1997г). Разработана методика расчета, позволяющая с хорошей вероятностью рассчитать разнотолщинность и гидравлическое сопротивление новой головки. Последние головки имеют характеристику трубы разнотолщинность – не более 1%. Автор прежде имел опыт конструирования головок пленочных, в которых также жесткое требование к разнотолщинности стенки (не более 5% после раздува заготовки, соответственно 1% до раздува заготовки), а также головок пленочных вращающихся (1) и двухслойных (2), сталкивался с монтажом и ремонтом импортных головок (трубных и пленочных) с винтовым распределением расплава. Математическая модель и методика расчета практически совпадает с приведенной в работе [5]. Изготовление данных головок (и инструмента) не представляет особых трудностей на большинстве отечественных машиностроительных заводов. Литература
1. Методические указания. Общесоюзные нормы.
2. Проспекты фирмы DCM, Корея
3. Проспекты фирмы Battenfeld
4. НИР "УкрНИИпластмаш", г. Киев, д.т.н. Петухов А. Д.
5. Peter Fisher, Troisdorf "Werkzeuge f?r Mehrschichtrone" KU Kunstroffe plast europe. 8/2001 Vol.91.
6. Двойнос Я. Г. Процессы переработки композиционных материалов экструзионным методом. Дис. … к-та техн. наук.- Киев, 1999. 198с.
к.т.н. Двойнос Я. Г.
Дата публикации и кол-во просмотров статьи
Просмотров: 6751Дата публикации: 18.09.2018 12:40:52
Время чтения
Время чтения: