Обсуждаем на форуме
Обсуждаем на форуме





Список тематических статей
Экструзионная оснастка
В статье кратко рассмотрены базовые процессы формования изделий из расплава — экструзия пленки, листа, труб и трубообразных изделий, нанесение оболочек на сердечник, экструзия профильных и выдувных изделий. Далее более детально будут рассмотрены типы и конструкции технологической оснастки для основных процессов и их модификации, методы конструирования и расчета, изготовления, испытания и доводки, а также экономические аспекты изготовления.
В переработке пластмасс под экструзией понимают процесс выдавливания пластмассы, находящейся в вязко-текучем состоянии, через профилирующую головку с последующим формованием и охлаждением заготовки и приданием ей специфического вида, определяемого используемым оборудованием и технологической оснасткой. Экструзионные головки создают пластичную заготовку изделия, а окончательное формование конкретного изделия с приданием ему требуемой формы и размеров производится за пределами экструзионной машины. Экструзионные головки и формующие устройства, осуществляющие деформирование и охлаждение расплава, составляют технологическую оснастку. Ее состав, конструктивное оформление зависят от вида экструдируемого изделия и технологической схемы производства. Экструзионные процессы формования из расплава методом шнековой экструзии являются непрерывными. Непрерывность процесса обеспечивает комплектующее оборудование экструзионной линии (установки), работающее совместно с экструзионной машиной. К комплектующему оборудованию линии относят охлаждающие ванны, тянущие, режущие и приемные устройства. В зависимости от конкретной технологической схемы состав комплектующего оборудования может изменяться. Общими для всех непрерывных процессов являются охлаждение изделий, непрерывный отвод и приемка.
Классификация экструзионной оснастки
Общепринятой классификации экструзионной оснастки из-за ее многообразия не существует. Как уже отмечалось выше, технологическую оснастку составляют экструзионные головки и устройства для формования изделия путем пластической деформации с предварительным охлаждением. Такое разделение довольно условно, потому что можно найти технологические процессы формования с применением иных устройств.
Экструзионные головки можно разделить по следующим признакам.
По расположению относительно цилиндра экструдера:
1. прямоточные;
2. угловые;
3. офсетные (параллельно смещенные).
К прямоточным головкам относятся головки для грануляции на решетке и стренговой грануляции (иногда они могут выполняться угловыми), головки для производства гладких труб, шлангов, для производства рукавной пленки в горизонтальном направлении; головки для производства листов, большинства профильных изделий.
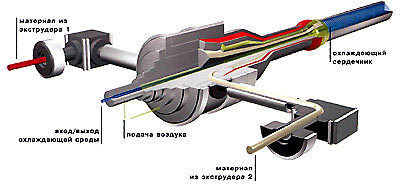
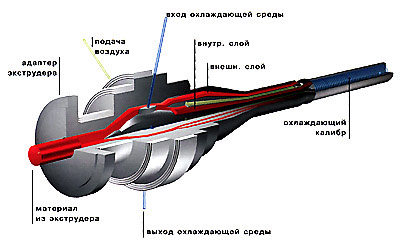
Производство рукавной и плоской пленки, нанесение покрытий на подложки или на сердечники (кабельная продукция, профили с сердечником), производство плоскосворачиваемых рукавов и армированных шлангов, выдувных изделий осуществляется с использованием угловых головок.
Офсетные головки являются разновидностью угловых, в которых осуществляется двойной поворот, в результате чего изделие формуется в направлении, параллельном оси экструдера. Такие головки могут применяться при производстве некоторых видов кабелей или профилей с сердечником. Их применение определяется расположением дополнительных устройств экструзионной линии, наличием площадей, специфическими особенностями процесса.
По назначению:
1. головки для грануляции:
а) для гранулирования на решетке,
б) для стренговой грануляции;
2. головки для рукавной пленки:
а) однослойные пленки,
б) многослойные пленки;
3. широкощелевые головки для плоской пленки и листа:
а) однослойные пленки и листы (в т.ч. пузырчатая пленка, волнистые листы),
б) многослойные пленки и листы,
в) ячеистые (сотовые) листы;
4. головки для производства труб, рукавов и армированных шлангов:
а) для производства напорных труб,
б) для изготовления армированных плоскосворачиваемых рукавов,
в) для производства армированных шлангов,
г) для производства гофрированных труб,
д) для изготовления гибких воздуховодов, гибких шлангов, труб большого диаметра навивкой полосы или профиля на оправку с последующей сваркой,
е) головки для производства труб с теплоизоляцией,
ж) головки для производства многоканальных труб,
з) головки для производства многослойных труб методом соэкструзии;
5. профильные головки:
а) головки для изготовления трубообразных профилей,
б) головки для изготовления полых профильных изделий,
в) экструзионные головки для производства камерных профилей (например, оконных профилей, подоконников и пр.),
г) головки для производства многослойных (комбинированных) профилей,
д) головки для изготовления армированных изделий (в т.ч. кабельные головки);
6. головки для изготовления изделий методом экструзии с раздувом;
7. головки для производства моно- и бикомпонентных волокон (последние - соэкструзией).
Классификация по назначению отличается от классификации по конструктивным признакам, так как в основу положено назначение изделия, но конструктивные особенности в этой классификации также учитываются. Например, плоскощелевые головки для листа и плоской пленки хотя и имеют различное назначение, но градация между тонким листом и толстой пленкой весьма неопределенная, а конструктивно головки для листа и плоской пленки весьма похожи. В эту классификацию по назначению не попадают головки для производства изделий, формование которых производится за пределами головки. Например, волнистый лист производят с использованием обычной широкощелевой головки путем последующей прокатки листа в продольном или поперечном направлении в специальных формующих устройствах.
Головки для производства моноволокон по конструкции могут быть похожи на головки для грануляции, но формование волокон имеет много специфических особенностей, поэтому головки выделены в отдельную группу.
Для производства изделий из вспенивающихся материалов не выделяется отдельная группа головок по назначению, так как из пеноматериалов могут быть изготовлены и пленка, и лист, и труба, и профиль и т.д. Здесь головки отличаются по конструктивным признакам.
По материалоемкости:
1. головки для производства малогабаритных изделий (головки для любых видов изделий, которые может смонтировать один человек без применения грузо-подъемных устройств и которые устанавливаются без специальных поддерживающих устройств);
2. головки средней металлоемкости для производства любых видов изделий, установка которых требует применения грузоподъемных устройств или помощи в установке. Использование специальных поддерживающих устройств необязательно и зависит от конструкции и веса головки;
3. тяжелые экструзионные головки (для производства труб большого диаметра, рукавной и плоской пленки, листа), которые устанавливаются на специальные тележки и представляют собой отдельный агрегат, в котором можно регулировать высоту и угол наклона головки по отношению к цилиндру экструдера. Материалоемкость таких головок может достигать сотен килограмм.
По конструктивным особенностям:
1. головки со спиральным распределителем. Применяются для производства рукавной пленки и труб большого диаметра с целью уменьшения разнотолщинности и устранения линий спаев;
2. головки для производства изделий из вспенивающихся материалов. Хотя по конструкции они мало отличаются от головок для производства из обычных материалов, размеры и способ формования пеноизделий накладывают определенные ограничения на размеры формующего инструмента. Особенно это проявляется при производстве профильных изделий;
3. головки для производства многослойных и армированных изделий. Многослойные изделия получают соэкструзией с использованием двух или более экструдеров, подача материалов от разных экструдеров производится в специальный адаптер, где производится их разводка по своим каналам; соединение материалов осуществляется в формующей части головки или на входе в нее. Армированные изделия требуют применения угловых головок с проходом для армирующего сердечника, на который наносится оболочка. Сердечником может быть также внутренняя камера армированного шланга, на который перед покрытием наносится силовой каркас. Часто для лучшего сцепления покрытия с сердечником головки вакуумируют;
4. головки для производства емкостей методом экструзии с раздувом. Часто выполняются с копильником (плунжерный пресс для выдавливания порции расплава) или многоручьевыми. Формующий инструмент несколько отличается от простых головок с дорном для уменьшения разнотолщинности емкостей по высоте;
5. многоручьевые головки. Могут применяться для производства любых видов изделий небольшого размера. Целесообразность применения многоручьевой оснастки определяется технологической схемой производства, имеющимся оборудованием, свойствами перерабатываемого материала, экономическими соображениями. Чаще всего многоручьевая оснастка применяется при производстве профильных изделий, экструзии с раздувом. Стренговая грануляция или производство моноволокон не относятся к многоручьевой экструзии, хотя одновременно из головки выдавливается несколько прутков. Это обусловлено самой схемой производства изделий.
Экструзионная оснастка, использующая принцип postforming (метод пластической деформации за пределами экструзионной головки):
1) формование из простых заготовок (листа, трубы) более сложных изделий путем пластического деформирования в калибрующих устройствах (например, изготовление сайдинг-панелей и комплектующих профилей из листовой заготовки с одновременным текстурированием поверхности в тиснильных валках, изготовление многослойных сайдингов соэкструзией, с использованием того же принципа; формование трубообразных профилей (квадратных, прямоугольных, многоугольных) из трубчатой заготовки; формование волнистых листов из гладкой плоской заготовки в специальных профилирующих (методом прокатки или протяжки) устройствах;
2) непрерывное производство одноразовой посуды методом пневмовакуумного формования из толстой пленки или тонкого листа;
3) производство ориентированной пленки (одноосной или двухосной), ориентированных труб, термоусадочных трубок и пленки, придание волокнам извитости и т.д.
Возможно, что-то в приведенной классификации не учтено или может вызвать возражение специалистов. Но классификация позволяет систематизировать знания о применяемых процессах и может служить базой для унификации. Некоторые элементы международной унификации уже просматриваются при конструировании и изготовлении головок для производства труб, рукавных пленок, некоторых видов профильных изделий.
В. Володин
Дата публикации и кол-во просмотров статьи
Просмотров: 7480Дата публикации: 18.09.2018 12:40:55
Время чтения
Время чтения: