Обсуждаем на форуме
Обсуждаем на форуме




Список тематических статей
Выбор литьевой машины. Часть 2
Полимеры первой группы легко перерабатываются. Это обусловлено тем, что они имеют плавный переход в вязкотекучее состояние, плавное температурное изменение вязкости в широком температурном интервале и хорошую термостабильность при температурах переработки. К ним относят полиэтилен низкой плотности, полистирол и его сополимеры, поликарбонат, полиметилметакрилат, полисульфон и другие полимеры. Для этих материалов применяют шнеки, у которых длина зоны питания равна (5÷6)D, зоны пластикации – (3÷4)D и зоны дозирования – (5÷6)D.
Основной признак полимеров второй группы – резкий переход в вязкотекучее состояние (полиамиды, полипропилен, полиэтилен высокой плотности и др.). Это обусловливает специфические конструктивные особенности профиля шнека – сравнительно длинная зона питания и сравнительно короткая зона пластикации. Для полимеров второй группы применяют шнеки с длиной зоны питания (6÷7)D и зоны дозирования – (6÷7)D.
К третьей группе относят полимеры с низкой термостабильностью и полимеры, чувствительные к сдвиговым напряжениям (полиформальдегид, поливинилхлорид непластифицированный и др.). Поскольку преобладающее свойство полимеров этой группы – низкая термостабильность, шнеки для их переработки должны иметь небольшую глубину винтовой нарезки и малую степень сжатия, чтобы материал в этих шнеках подвергался меньшим суммарным сдвигам. Длина зоны питания шнеков равна (5÷6)D, зоны пластикации – (7÷8) D, зоны дозирования – (5÷6)D.
При получении изделий различной конфигурации и толщины (в том числе труднозаполняемых, тонкостенных) необходимо обеспечивать на машине различные давления литья, что достигается установкой шнеков разных диаметров. Поэтому для варьирования величины давления впрыска и объёма впрыска, производители литьевых машин для одной машины предлагают три варианта шнека с различными диаметрами (типы А, В, С). Они характеризуются различными отношениями L/D, обычно 22:1, 20:1 или 18:1 ±10%.
Весьма распространена классификация литьевых машин по типу приводов узла пластикации и впрыска и узла смыкания форм.
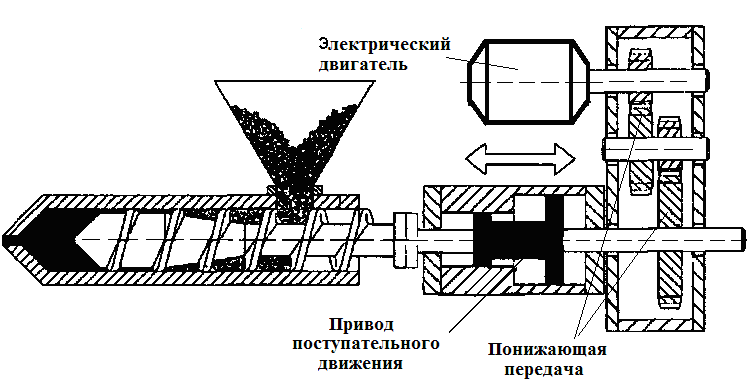
Рис. 6. Привод для вращения шнека.
Существуют машины с гидравлическим приводом, в которых для передвижения подвижных частей и создания необходимых усилий используются только различные гидроцилиндры. Вращение шнека создается либо высокомоментным гидродвигателем, либо электродвигателем напрямую или через редукторы различной конструкции. На рис. 6 представлен наиболее распространённый электрический привод для вращения шнека.
3. Особенности и назначение узлов смыкания форм
Узлы смыкания форм литьевых машин отличаются многообразием конструкций и различаются в первую очередь по типу привода. С помощью гидравлического механизма осуществляются подвод плиты и запирание формы с помощью одного или нескольких гидроцилиндров без введения промежуточных механизмов, что повышает надёжность конструкции. Гидравлический тип привода позволяет легко регулировать расстояние между плитами, надёжно предохранять от поломок и перегрузок. Литьевая машина с гидравлической системой смыкания представлена на рис. 7.
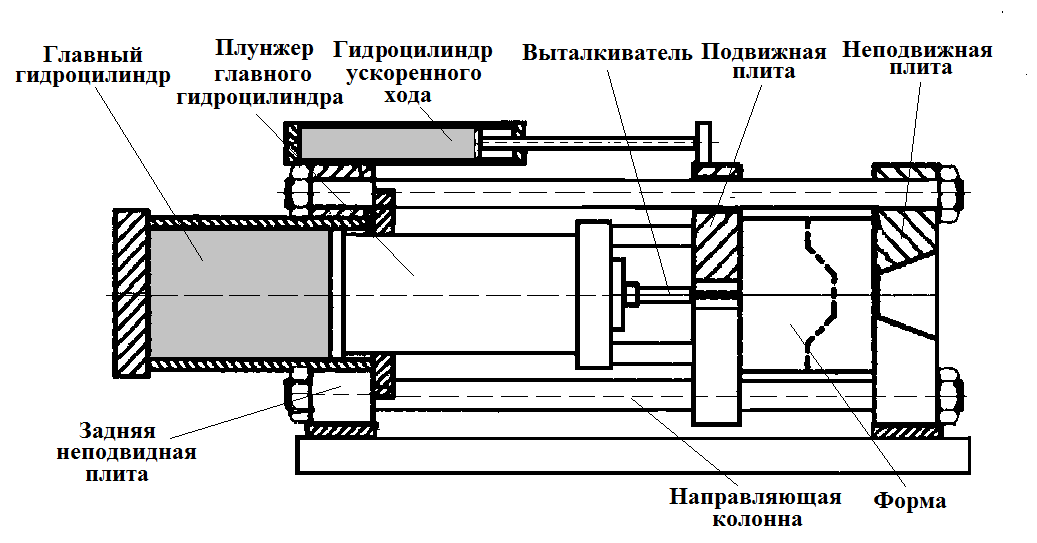
Рис. 7 Узел смыкания с центральным гидравлическим цилиндром
К недостаткам гидравлических узлов смыкания относятся их значительная материалоёмкость (большие размеры гидроцилиндра) и малая скорость смыкания формы по сравнению с другими типами приводов. Для уменьшения размеров гидроцилиндра необходимы высокие удельные давления масла и, следовательно, применение насоса высокого давления.
Широко используются машины с гидромеханическим приводом, в которых гидропривод сочетается с различными по конструкции механическими устройствами запирания.
На рис. 8 представлен узел смыкания с механическим устройством запирания и гидравлическим приводом.
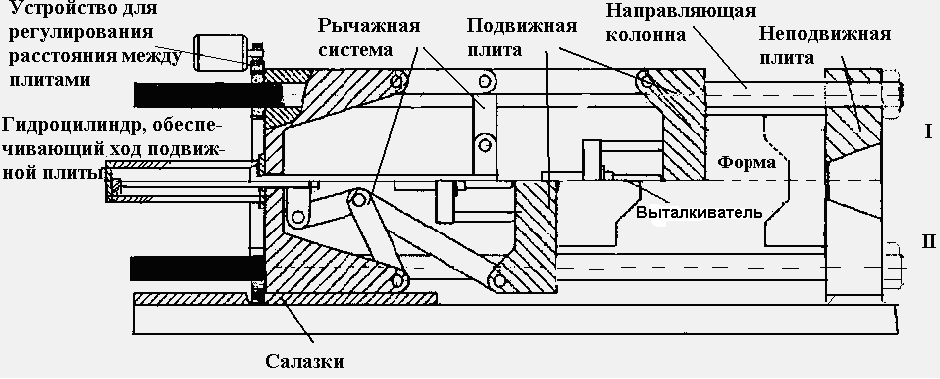
Рис. 8 Узел смыкания с механическим устройством запирания и гидравлическим приводом:
I – сомкнутое состояние формы; II – разомкнутое состояние формы
Подвижная плита перемещается при помощи гидроцилиндра и передаточного рычажного устройства. Рычажная система приводится в движение штоком гидроцилиндра. При перемещении штока гидроцилиндра вправо рычаги разворачиваются, как показано на верхней части рисунка (поз.I) а при перемещении влево (раскрытии формы) – складываются (поз II).
Гидромеханические конструкции дают возможность получать большие усилия смыкания, чем образуются на поршне гидроцилиндра, благодаря чему отпадает необходимость в использовании высокого давления в гидросистеме смыкания. При распрямлении рычагов давление в гидросистеме смыкания может сниматься. Гидромеханические конструкции по сравнению с гидравлическими более экономичны (в отношении потребления энергии) и имеют более простые гидросистемы.
В традиционной конструкции механизма смыкания используются три опорные плиты. В этом случае в течение всего цикла направляющие колонны зафиксированы в крайних плитах. Для машин с большим усилием смыкания в настоящее время распространено использование систем с двумя плитами, но с четырьмя цилиндрами запирания, действующими в одинаковом направлении (рис. 9).
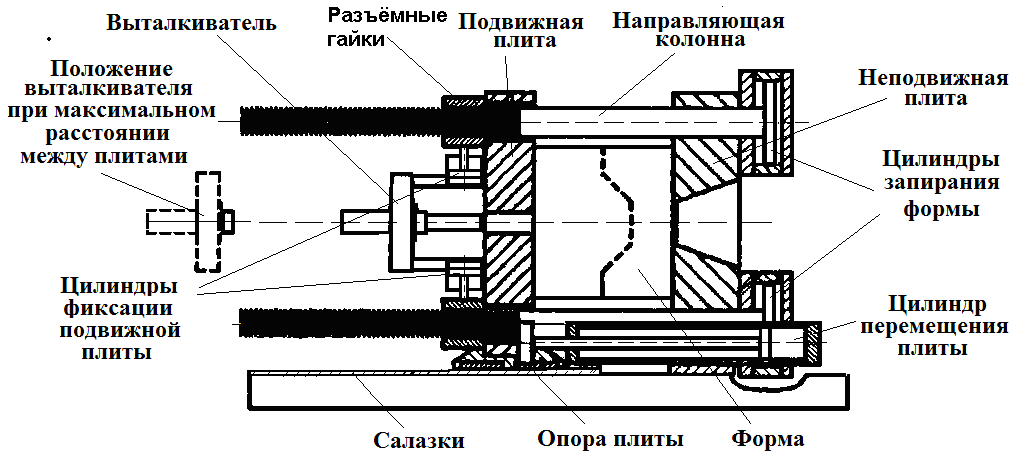
Рис. 9. Узел смыкания с двумя плитами и четырьмя цилиндрами запирания направляющих колонн с разъемными гайками
Помимо того, что такая конструкция более компактна, её преимуществами являются меньшая стоимость и большая жесткость узла смыкания. Подвижная плита в такой конструкции устанавливается на салазки. В сочетании с возможностью частичного втягивания колонн в подвижную плиту это существенно упрощает замену громоздких форм.
В литьевых машинах с электрическим приводом устанавливаются электродвигатели, развивающие при низкой, регулируемой частоте вращения большой крутящий момент. Это позволяет увеличить коэффициент полезного действия привода, понизить уровень шума и упростить обслуживание. Кроме того, применение электрического привода позволяет экономить электроэнергию, несколько снизить цикл литья при его стабильности и повторяемости. Однако пока эти двигатели применяются на машинах для производства изделий малых и средних габаритов, так как мощность подобных двигателей на сегодняшний день еще ограничена.
Варианты сочетания современных приводов (например, электрические и механические) могут использоваться в одних и тех же машинах.
В конструкции литьевых машин направляющие колонны, обеспечивающие жесткость системы при смыкании формы, являются основным элементом силового контура. Кроме того, они обеспечивают направление движения подвижных плит.
В настоящее время распространение также приобрели литьевые машины с узлами смыкания без направляющих колонн. Схема такой машины приведена на рис.10. Так называемая С-образная рама, используемая в узлах смыкания такого типа, работает по принципу обычной струбцины или станины челюстного пресса. Размеры С-элементов имеют площадь несущего поперечного сечения примерно в 10 раз больше, чем сумма поперечных сечений колонн у колонных узлов смыкания литьевых машин, развивающих аналогичное усилие. Это обеспечивает высокую формоустойчивость системы во время впрыска расплава полимера в литьевую форму.
Передняя неподвижная плита подобных узлов опирается на элементы рамы и по сравнению с колонными конструкциями той же мощности, в которых она удерживается максимум четырьмя колоннами, имеет гораздо большую площадь опоры. Это обстоятельство гарантирует существенно меньший прогиб передней неподвижной плиты при прочих равных условиях.
Направляющие салазки подвижной плиты закрепляются на горизонтальной части С-образной рамы и воспринимают как массу самой плиты, так и массу закрепленной на ней полуформы. В большинстве машин плиты по салазкам передвигаются на роликах, снабженных цилиндрическими подшипниками качения.
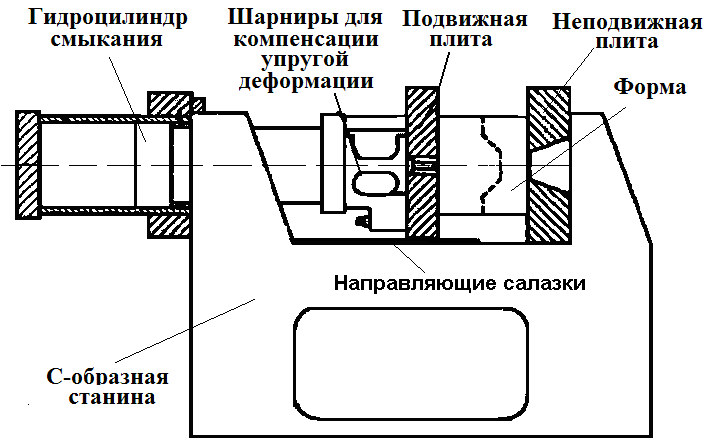
Рис. 10. Узел смыкания без направляющих колонн с С-образной рамой
Характерной конструктивной особенностью бесколонных узлов смыкания является наличие специального шарнира, устанавливаемого между плунжером главного цилиндра и подвижной плитой. Назначение этого шарнира компенсация упругой деформации рамы в ходе цикла литья и обеспечение параллельности подвижной и неподвижной плит, а следовательно, и установленных на этих плитах полуформ.
Преимущества бесколонных узлов смыкания:
беспрепятственный доступ рабочих органов роботов-манипуляторов к литьевым формам;
увеличенная полезная площадь крепежных плит при одновременной свободе выбора конструкции литьевой формы;
сокращение времени, затрачиваемого на монтаж и демонтаж литьевой формы.
Высокая точность перемещения подвижной плиты способствует более продолжительному сроку службы литьевой формы.
Главным ограничивающим фактором применения бесколонных узлов смыкания в литьевых машинах с усилием более 600 т является значительное повышение металлоемкости (а, следовательно, и стоимости) по сравнению с колонными аналогами.
4. Порядок определения основных параметров литьевой машины
Параметры литьевых машин определяются особенностями процессов литья различных полимерных материалов, а также ассортиментом отливаемых изделий. Основные параметры технической характеристики литьевой машины:
усилие смыкания формы;
максимальная площадь отливки;
объем впрыска за один цикл;
пластикационная производительность;
давление литья;
объемная скорость впрыска;
расстояние между колоннами;
максимальное и минимальное расстояния между плитами в сомкнутом состоянии механизма;
ход подвижной плиты.
Эти параметры наиболее важны, поскольку они определяют возможность переработки того или иного материала, а также массу и размеры детали, которая может быть изготовлена на данной машине.
В практической деятельности технолог может столкнуться с различными вариантами выбора литьевых машин:
постановка на производство нового изделия при наличии на предприятии свободных производственных мощностей на уже имеющемся парке литьевых машин;
постановка на производство нового изделия при отсутствии на предприятии парка литьевых машин или при отсутствии на имеющемся парке оборудования свободных производственных мощностей.
В первом случае речь может идти о наиболее рациональном выборе одной из недогруженных машин.
Во втором случае – о приобретении новой машины. При этом на выбор машины в значительной степени может повлиять программа выпуска изделия. Если планируется массовое производство, то рациональнее выбрать машину, как можно больше подходящую по своим параметрам к выпуску именно этого конкретного изделия (то есть специализированную). Если же заранее ясно, что после наработки определенной серии изделий эту машину придется использовать для производства другой продукции, то выгоднее выбрать универсальную машину.
Определяются также компоновка машины (горизонтальная, вертикальная) и тип привода. Кроме того, выбор литьевой машины проводится исходя из соображений экономики, то есть соответствующей ценовой категории и страны - изготовителя.
При выборе машины необходимо знать следующие параметры отливаемого изделия, материала, используемого для его изготовления, и конструкции литьевой формы:
чертеж или эскиз изделия;
объём изделия;
предполагаемую схему литниковой системы;
предполагаемую гнёздность формы;
отсутствие или наличие арматуры;
предполагаемое расположение изделия в форме;
особенности раскрытия формы;
отсутствие или наличие в форме съемных деталей;
полимер, используемый для литья изделия, а при выборе специализированной машины и его марку;
вид поставки полимера (в гранулах, порошкообразный);
реологические и теплотехнические свойства используемого полимера;
плотность полимера;
группу сложности изделия.
Желательно, чтобы выбранная литьевая машина имела современную компьютерную систему управления, обладающую следующими функциями:
- вывод на монитор и протоколирование фактических значений параметров, реализуемых в цикле литья;
- вывод на монитор и протоколирование графических зависимостей изменения основных параметров в цикле литья: давления, температуры, перемещения шнека и др.;
- диагностика неисправностей основных узлов и агрегатов машины; задание и поддержание заданных технологических режимов литья (со сбросом давления, с изменением технологических параметров в цикле и др.);
- сбор и хранение апробированных режимов литья конкретных деталей;
- связь через модем с другими подразделениями производства и диагностическими центрами;
- хранение и выдача рекомендаций по начальным (типовым) режимам литья для различных полимерных материалов и типоразмеров деталей.
4.1. Порядок определения параметров узла пластикации и впрыска литьевой машины
Параметры выбираемой машины должны обеспечить рациональный режим заполнения формы. Это режим с постоянной объемной скоростью течения и с приблизительно постоянной температурой расплава на фронте потока вплоть до окончания заполнения формы. Причем заполнение должно происходить при заданных параметрах литья – объемной скорости впрыска Q или давлении литья рл, которые, в свою очередь, определяют необходимую мощность привода W для впрыска.
Процессы заполнения литьевой формы и сопротивление течению расплава в форме существенно зависят от толщины детали h, которая обусловливает необходимое давление литья рл при заданной скорости впрыска Q. Возможную номенклатуру литьевых деталей в зависимости от их толщины h условно можно разделить на три группы: тонкостенные, средней толщины и толстостенные. Классификация изделий по толщине приведена в табл. 2.
Таблица 2
Классификация изделий по толщине, h
Примечание: 1– изделия тонкостенные, сложной конфигурации; 2 – изделия средней толщины; 3 – изделия толстостенные.
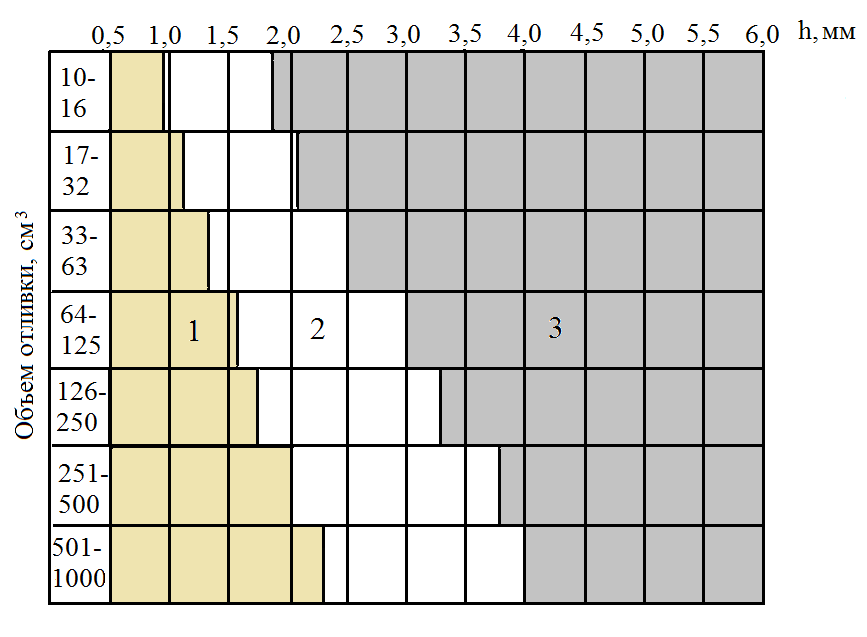
Объёмная скорость впрыска Q или параметр, обратно пропорциональный Q – время заполнения tз, существенно зависим от характеристик литьевого оборудования, конфигурации и размеров изделия. Рекомендации по рабочему диапазону объёмной скорости впрыска Q в зависимости от толщины изделия h и объёма отливки V приведены в табл. 3.
Таблица 3
Рекомендации по выбору объемной скорости впрыска Q
Объем отливки, V , см3 | Средняя толщина изделия, h, мм | ||
10 – 16 | <1,00 | 1,00 – 2,25 | >2,25 |
17 – 32 | <1,20 | 1,20 – 2,25 | >2,25 |
33 – 63 | <1,40 | 1,40 – 2,50 | >2,50 |
64 – 125 | <1,75 | 1,75 – 2,75 | >2,75 |
126 – 250 | <2,00 | 2,00 – 3,00 | >3,00 |
251 – 500 | <2,20 | 2,20 – 3,25 | >3,25 |
501 – 1000 | <2,20 | 2,20 – 3,50 | >3,50 |
Объемная скорость впрыска, Q | (0,97- 0,9)Qmax | (0,9 - 0,5)Qmax | (0,5 - 0,25)Qmax |
Примечание: Qмах – максимальная объёмная скорость впрыска литьевой машины (по паспорту). | |||
Объемную скорость Q впрыска, которую должна иметь машина при литье в одногнездную форму в зависимости от объема отливаемой детали, определяют [1] по формуле:
 , (1)
, (1)
где k = 1,15 – 1,20 – коэффициент запаса; – время заполнения формы.
Время, необходимое для заполнения формы, можно рассчитать, располагая данными о реологических свойствах материала, зная температуру расплава, геометрические размеры канала сопла и рабочее давление впрыска. В этом случае задача расчета времени впрыска сводится по существу к определению времени истечения определенного объема расплава через канал с известной геометрией при заданных параметрах процесса (температура и давление на входе).
 , (2)
, (2)
где – время заполнения формы. V – объём впрыскиваемого материала, n– кажущаяся вязкость, , ∆ P – давление в сопле, МПа, k – константа сопротивления сопла
 (3)
(3)
где d – диаметр сопла, см; l – длина сопла, см.
При литье в многогнездную форму объемную скорость Q впрыска определяют по формуле
 , (4)
, (4)
где N – число гнезд.
Рекомендации по выбору объемной скорости впрыска Q в зависимости от объёма отливки и средней толщины изделия приведены в табл. П–4 приложения.
Для литья тонкостенных деталей при высокой скорости впрыска Q (высокой скорость впрыска считается, если параметр, обратно пропорциональный скорости впрыска, – время впрыска – меньше 1 с ) давление литья Рл, как правило, составляет 190 – 250 МПа.
Литье деталей средней толщины требует обычно более низких давлений литья по сравнению с литьем тонкостенных деталей – не более 150 – 180 МПа.
При литье толстостенных деталей нет необходимости в высоких давлениях , поэтому значение не превышает 120 – 150 МПа.
Давление литья Рл, необходимое для заполнения конкретной формы, также можно определить расчётным путём, суммируя перепады давления, возникающие при заполнении формы.
Расчетная величина давления литья Ррл, необходимое для качественного формования конкретного изделия, равно
![]() , (5)
, (5)
где
![]() потери давления при транспортировке расплава в материальном цилиндре;
потери давления при транспортировке расплава в материальном цилиндре;
![]() потери давления при прохождении расплава через сопло;
потери давления при прохождении расплава через сопло;
![]() потери давления при транспортировке расплава в литниковых каналах;
потери давления при транспортировке расплава в литниковых каналах;
![]() гидравлическое сопротивление оформляющей полости формы;
гидравлическое сопротивление оформляющей полости формы;
![]() – давление в наиболее удаленной от впуска точке литьевой формы, обеспечивающее качественное формование изделия.
– давление в наиболее удаленной от впуска точке литьевой формы, обеспечивающее качественное формование изделия.
Величины ![]() и
и ![]() обычно не рассчитываются. Принимается, что
обычно не рассчитываются. Принимается, что
![]() .
.
Расчет сопротивления в литниковых каналах ведется в следующем порядке.
Во-первых, литниковая система разбивается на участки, каждый из которых имеет одинаковую форму и размеры поперечного сечения.
Во-вторых, для каждого участка с помощью соответствующих формул, приведенных в табл. 4, определяется гидравлическое сопротивление ![]() . При этом следует иметь в виду, что при разветвлении литниковых каналов на участках, следующих за разветвлением, расход расплава уменьшается пропорционально в соответствующее число раз. Такое пропорциональное уменьшение производительности характерно только для сбалансированных форм. В несбалансированных формах производительность расплава в каждом из каналов необходимо дополнительно рассчитывать.
. При этом следует иметь в виду, что при разветвлении литниковых каналов на участках, следующих за разветвлением, расход расплава уменьшается пропорционально в соответствующее число раз. Такое пропорциональное уменьшение производительности характерно только для сбалансированных форм. В несбалансированных формах производительность расплава в каждом из каналов необходимо дополнительно рассчитывать.
После проведения двух предыдущих операций следует просуммировать сопротивление на всем пути расплава по литниковым каналам  .
.
Таблица 4
Удельная потеря давления в каналах различной формы
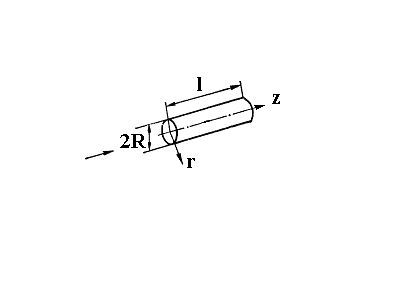
Труба круглого поперечного сечения
| ||
Удельная потеря давления в канале
| Ньютоновская жидкость
|  |
Степенная жидкость
|  | |
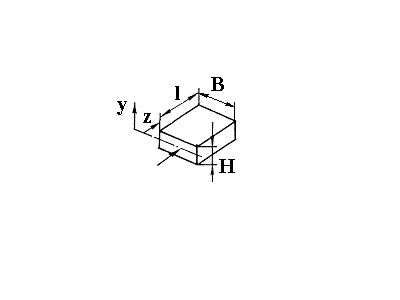
Прямоугольная щель
| ||
Удельная потеря давления в канале
| Ньютоновская жидкость
|  |
Степенная жидкость
|  | |
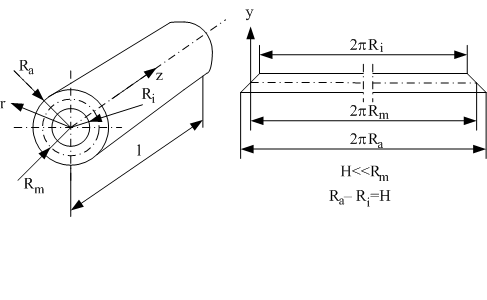
Кольцевая щель
| ||
Удельная потеря давления в канале
| Ньютоновская жидкость
|  |
Степенная жидкость
|  | |
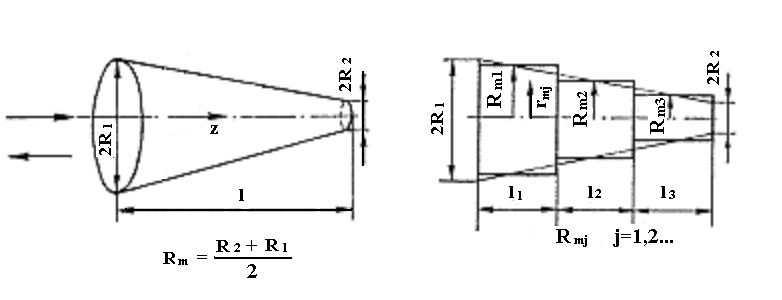
Конический канал
| ||
Удельная потеря давления в канале
| Ньютоновская жидкость
|  |
Степенная жидкость
|  | |
Коническая плоская щель и конический кольцевой канал
| ||
Удельная потеря давления в канале
| Ньютоновская жидкость
|  |
Степенная жидкость
|  | |
Канал с поперечным сечением произвольной формы и параллельными стенками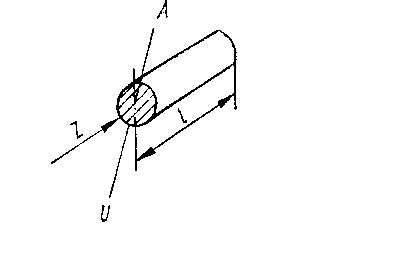 | ||
Удельная потеря давления в канале
| Ньютоновская жидкость
|  U – периметр поперечного сечения; А – площадь поперечного сечения |
Степенная жидкость
|  | |
При определении перепада давления ![]() проводят упрощения конфигурации изделия. Сложные изделия можно заменить эквивалентными изделиями, представляющими собой последовательно и параллельно соединенные простейшие элементы: диски, пластины, цилиндры. Например, изделие типа «коробка» (рис. 11, а) развертывается в плоское эквивалентное изделие (рис. 11, б), которое состоит из двух последовательно соединенных участков.
проводят упрощения конфигурации изделия. Сложные изделия можно заменить эквивалентными изделиями, представляющими собой последовательно и параллельно соединенные простейшие элементы: диски, пластины, цилиндры. Например, изделие типа «коробка» (рис. 11, а) развертывается в плоское эквивалентное изделие (рис. 11, б), которое состоит из двух последовательно соединенных участков.
Первый участок представляет собой диск, второй состоит из двух параллельно соединенных частей, каждая из которых составлена из последовательно соединенных прямоугольников ABCD и EFGH. При радиальном характере заполнения участка «диск» для упрощения расчетов диск заменяют рядом n последовательно соединенных прямоугольных каналов, на течение в которых затрачивается тот же перепад давления, что и на течение в диске.
Каждый i-й прямоугольный канал имеет следующие размеры: длина Li=R/n, ширина , где – радиус диска. Высота всех рассматриваемых в данном примере каналов . Расчет в эквивалентном канале проводится так же, как в прямоугольном.
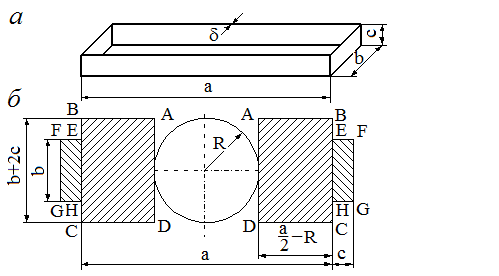
Рис. 11. Изделие типа «коробка» (а) и его эквивалентная схема (б)
По формуле (см. табл. 3) определяется гидравлическое сопротивление i-го канала ![]() , а суммарное сопротивление диска рассчитывается как
, а суммарное сопротивление диска рассчитывается как  . Гидравлическое сопротивление на участках ABCD и EFGH также находится по формуле для каналов с прямоугольным сечением. Однако при этом надо учитывать, что на рассматриваемых участках производительность потока расплава в два раза меньше, чем на участке «диск».
. Гидравлическое сопротивление на участках ABCD и EFGH также находится по формуле для каналов с прямоугольным сечением. Однако при этом надо учитывать, что на рассматриваемых участках производительность потока расплава в два раза меньше, чем на участке «диск».
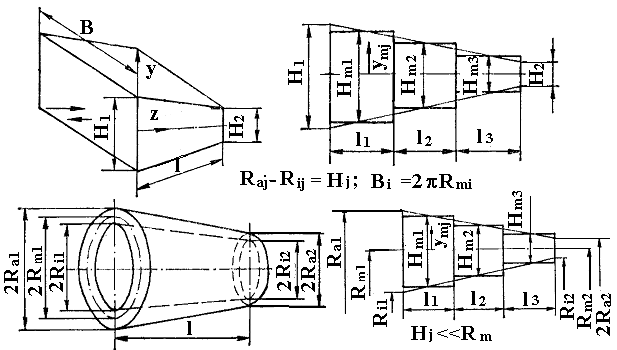
В качестве примера расчета величины ![]() можно рассмотреть порядок схематизации расчета гидравлического сопротивления на пути расплава при литье простейшего равнотолщинного цилиндрического изделия. Допустим, что изделие отливается в двухгнездной форме. Путь расплава удобно представить в виде схемы (рис. 12), а данные для расчета в виде таблицы (табл. 5). Такой подход значительно упрощает гидравлический расчет формы.
можно рассмотреть порядок схематизации расчета гидравлического сопротивления на пути расплава при литье простейшего равнотолщинного цилиндрического изделия. Допустим, что изделие отливается в двухгнездной форме. Путь расплава удобно представить в виде схемы (рис. 12), а данные для расчета в виде таблицы (табл. 5). Такой подход значительно упрощает гидравлический расчет формы.
Основным параметром при выборе инжекционной части литьевой машины является объём отливки.
Объем отливки при оптимальной гнездности N определяется по формуле
Таблица 5
К формализации данных для гидравлического расчета
Показатели | Ветви (для двухгнездной системы) | ||||
центральный литник | разводящие литники | впускные литники | полость формы | ||
| стенки | дно | ||||
| Производительность потока | |  | | | |
| Форма канала | Конический круглый | Цилиндрический полукруглый | Плоская щель | Плоская щель | Плоская щель |
| Гидравлическое сопротивление | | | | | |
| Суммарное сопротивление |  | ||||
 , (6)
, (6)
где ![]() номинальный объем впрыска (эта величина принимается по паспорту машины либо по данным каталогов или проспектов фирм-изготовителей оборудования);
номинальный объем впрыска (эта величина принимается по паспорту машины либо по данным каталогов или проспектов фирм-изготовителей оборудования); ![]() объем одного изделия (без учета арматуры);
объем одного изделия (без учета арматуры); ![]() коэффициент, учитывающий соотношение объемов изделий и литниковой системы в холодноканальных формах (табл. 6);
коэффициент, учитывающий соотношение объемов изделий и литниковой системы в холодноканальных формах (табл. 6); ![]() коэффициент использования машины: для аморфных полимеров
коэффициент использования машины: для аморфных полимеров ![]() = 0,70,8, а для кристаллических полимеров
= 0,70,8, а для кристаллических полимеров ![]() = 0,60,7.
= 0,60,7.
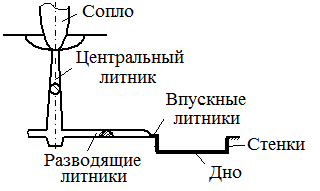
Рис. 12. Схема формализации данных для гидравлического расчета литниковой
системы и полости формы для двухгнездной формы
Таблица 6
Зависимость коэффициентаот объема изделия
|
|
| |||
до 0,5 | 1,5 | 1020 | 1,1 | 50250 | 1,02 |
0,52 | 1,3 | 2030 | 1,05 | 250500 | 1,01 |
210 | 1,2 | 3050 | 1,03 | Свыше 500 | 1,005 |
Для расчета гнездности формы необходимо использовать усредненное значение
Расчет основного времени цикла литья для термопластавтоматов производится по формуле:
где
Сумма времен
Времена
Время
Время впрыска расплава
Время выдержки под давлением
Формула расчета
 (9)
(9)где rл – радиус впускного литника, α – коэффициент температуропроводности полимера при температуре выше температуры текучести термопласта; Тр – температура расплава, Тпл – температура плавления для кристаллизующихся полимеров или Tст – температура стеклования для аморфных полимеров ; Тф – температура формы.
На практике применяют различные приближенные методы определения
Охлаждение расплава термопласта в полости формы начинается сразу же после заполнения формы и продолжается до достижения изделием конструкционной жесткости. Однако технологическое время охлаждения задается в схеме управления машиной после отвода сопла, когда расплав в полости формы частично охладится. Поэтому для определения
Для изделия типа «пластина», у которых
 (10)
(10)для изделия типа «цилиндр» с радиусом R и длиной l:
 (11)
(11)для изделия типа «параллелепипед» с толщиной , шириной В и длиной l:
 (12)
(12)для изделия типа «кольцо», у которого h, S, RH, RB – соответственно толщина, ширина, наружный и внутренний радиусы,
 (13)
(13)При изготовлении изделий сложной конфигурации необходимо выявить тот элемент, который определяет время выдержки при охлаждении. В качестве примера на рис. 13 показано изделие, различные элементы которого имеют разную толщину. Очевидно, что, так как a<b<c, то расчет времени охлаждения данного изделия надо вести с помощью уравнения (10), подставляя в него

Время охлаждения tохл детали в зависимости от ее наибольшей толщины h1 (мм) приближенно можно определить из следующего выражения, вытекающего из решения дифференциального уравнения теплопроводности Фурье:
где
Температуропроводность
Таблица 7
Температуропроводность для различных термопластов
Полимер |
|
Полистирол | 2,17 |
Полиамид-6, полибутилентерефталат, полиэтилен высокой плотности | 2,64 |
АБС-пластик, полиамид-66, поликарбонат | 2,82 |
Полиэтилен низкой плотности, полиметилметакрилат | 3,00 |
Полипропилен | 3, 67 |
Полиоксиметилен | 4,18 |
Вспомогательное время
 (16)
(16)Усреднено
С целью оптимизации цикла литья продолжительность подготовки в материальном цилиндре новой дозы полимерного материала к впрыску (время пластикации)
где G – масса отливки.
Пластикационную производительность,
 (17)
(17)где V объём впрыска;
В настоящее время все передовые фирмы одну и ту же модель литьевой машины оснащают на выбор потребителя тремя вариантами узлов пластикации, рассчитанными на разный объем впрыска при одинаковом усилии смыкания форм. Это позволяет выбрать машину для производства либо изделий большого объема, но с небольшой площадью проекции на плиту машины (например, биллиардных шаров), либо изделий малого объема, но с большой площадью проекции на плиту машины (например, подносов), либо изделий со средней величиной объема и средней величиной площади проекции.
Соотношение длины шнека к диаметру (L/D) в узле пластикации.
Исполнения узла пластикации с отношениями L/D 19/1 – 21/1 чаще применяются для литья под давлением деталей технического и общего назначения (со средними показателями отношения длины течения расплава к толщине стенки и средними показателями тонкостенности изделий).
Узел пластикации с соотношением L/D, равным 18/1, больше подходит для изделий с невысокими требованиями по размерной точности и невысокими показателями течения расплава.
4.2. Порядок определения параметров узла смыкания форм литьевой машины
Основным параметром при выборе прессовой части литьевой машины является усилие смыкания формы F. Этот параметр определяется исходя из того, что при литье не должно допускаться раскрытие литьевой формы в процессе ее заполнения и выдержки под давлением:
 (18)
(18)
где ![]() коэффициент запаса, учитывающий отношение номинального усилия смыкания к эффективному и погрешности при определении величины площади проекции S (
коэффициент запаса, учитывающий отношение номинального усилия смыкания к эффективному и погрешности при определении величины площади проекции S (![]() =1,151,20); S площадь проекции изделия на плоскость разъема плит узла смыкания форм;
=1,151,20); S площадь проекции изделия на плоскость разъема плит узла смыкания форм; ![]() среднее давление, развиваемое в форме.
среднее давление, развиваемое в форме.
Площадь проекции изделия рассчитать достаточно просто, особенно, если литник находится внутри этой проекции.
Пример определения площади проекции шайбы в виде усеченного конуса представлен на рис.14.

Если гнезд несколько и в плоскости смыкания присутствуют литники, необходимо в качестве площади проекции рассматривать сумму площадей проекций всех гнезд и литников.
Получить точную величину давления на плоскость разъёма формы можно лишь с помощью программ, описывающих процесс литья в спроектированной пресс-форме. Не имея такой электронной программы, можно воспользоваться упрощенными методами табличными или графическими.
В табл. 8 приведены значения давления в литьевой форме в зависимости от характеристики течения расплава (отношение длины пути течения материала от точки впрыска до наиболее удаленной точки поверхности детали к толщине стенки) и преобладающей толщины изделия. Если изделия имеют ярко выраженные разнотолщинные секции, то характеристика течения расплава складывается из суммы соотношений различных секций.
Таблица 8
Давление внутри литьевой формы в зависимости от параметров течения расплава
Длина пути/толщина стенки | Толщина стенки изделия, мм | |||||||||||
0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | |
Давление в литьевой форме, МПа | ||||||||||||
75 / 1 | 40 | 32 | 27 | 22 | 18 | 18 | 18 | 18 | 18 | 18 | 18 | 18 |
100 /1 | 48 | 40 | 34 | 28 | 25 | 19 | 18 | 18 | 18 | 18 | 18 | 18 |
150 /1 | 72 | 57 | 47 | 42 | 37 | 32 | 22 | 18 | 18 | 18 | 18 | 18 |
200 /1 | 90 | 75 | 70 | 57 | 50 | 41 | 32 | 25 | 22 | 18 | 18 | 18 |
250 /1 | 100 | 90 | 80 | 65 | 55 | 48 | 35 | 30 | 25 | 22 | 20 | 18 |
Подбирая наиболее близкие параметры в таблице, определяют давление внутри литьевой формы. Для учета свойств текучести различных материалов вводятся поправочные коэффициенты (табл. 9), на которые умножаются полученные из табл. 7 значения давления в литьевой форме.
Существуют и графические представления функции давления внутри пресс-формы, по которым также можно установить давление внутри литьевой формы для заданной детали.
На диаграмме (рис. 15) представлено действующее давление в форме для различных групп формованных изделий в зависимости от толщины стенки изделия и отношения пути течения к толщине стенки.
Таблица 9
Поправочный коэффициент для разных полимерных материалов
Наименование полимерного материала | Значение поправочного коэффициента |
Полиэтилен низкой плотности, полиэтилен высокой плотности, полипропилен | 1 |
Полиамид, сополимеры стирол-бутадиена | 1,21,4 |
Полиметилметакрилат, полиформальдегид | 1,51,7 |
Поликарбонат, ПВХ | 1,72,0 |
Таблица требуемого давления в форме для различных классов изделий представлена в табл. 10.
Помимо приведённых выше параметров усилия смыкания формы литьевой машины, необходимо проверить еще ряд параметров, обеспечивающих получение деталей с заданными габаритными размерами.
При определении необходимого для производства заданного изделия расстояния между колоннами узла смыкания формы необходимо учитывать, что на современных литьевых машинах площадь проекции изделия на плоскость разъема плит узла смыкания форм (площадь литья) S принимают равной примерно 20 % площади плит Sк между колоннами, исходя из чего площадь Sк плит между колоннами можно определить как
![]() (19)
(19)
а расстояние между колоннами а как
![]() (20)
(20)
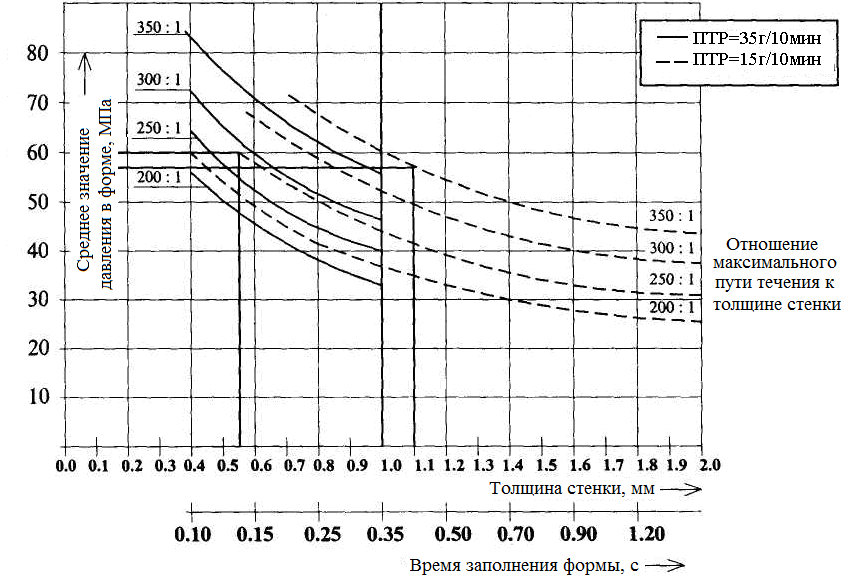
Таблица 10
Требуемое давление в форме для различных классов изделий
Класс изделий | Изделие | Материал | Внутреннее давление в форме, МПа |
Упаковка | Стаканчики для йогурта, ёмкости, колпачки для аэрозолей, вёдра | ПС ПЭ ПП ПП | 60 – 80; 50 – 70 ; 40 – 60; 40 – 60 |
Технические детали высокой точности | Штекеры, втулки, штекерные панели | ПА, ПК ПБТФ | 50 – 70; 60 – 80 |
Технические функциональные детали | Шестерни, программные валы | ПОМ, ПА, ПБТФ | 70 – 80; 70 – 80 |
Оптические детали | Оптические линзы, задние фонари автомашин | ПММА | 60 – 80; 50 – 70 |
Прецизионные детали с коротким производственным циклом | Одноразовые лезвия, рамки для слайдов, кабельные хомуты | ПС ПС ПА | 40 – 50; 40 – 50; 80 – 120 |
Медицинские изделия | Одноразовые шприцы, пипетки | ПЭ ПП | 40 – 50; 50 – 60 |
Детали автомашин | Решётки радиатора, панели приборов, бамперы | ПП АБС АБС/ПК | 40 – 50; 40 – 50; 40 – 50 |
Техническая упаковка | Аудиокассеты, видеокассеты, упаковка для компакт-дисков | ПС АБС ПС | 35 - 40 ; 30 – 40; 40 - 50 |
Канцтовары для офисов и производства | Линейки, уголки | ПС, САН , АБС | 40 – 50 |
Функциональные изделия общего назначения | Корпуса, покрытия, корпуса пылесосов, складские ящики | ПП АБС ПП ПС | 40 – 50; 30 – 40; 40 – 50; 30 – 40 |
Детали из жёсткого ПВХ | Фитинги | ПВХ | 40 – 50 |
Класс изделий | Изделие | Материал | Внутреннее давление в форме, МПа |
Игрушки | Изделия с ограниченными требованиями к качеству поверхности и размерам | ПЭ, ПП, ПС | 25 – 30 |
ПС – полистирол; ПЭ – полиэтилен; ПП – полипропилен; ПА – полиамид; ПК – поликарбонат; ПБТФ – полибутилентерефталат; АБС – акрилонитрилбутадиенстирольный пластик; ПВХ – поливинилхлорид; САН – сополимер стирола с акрилонитрилом; ПОМ – полиоксиметилен.
Высота детали ![]() определяет ход подвижной плиты
определяет ход подвижной плиты ![]() выбираемой машины:
выбираемой машины:
![]() (21)
(21)
Максимальное расстояние между плитами ![]() равно сумме хода подвижной плиты
равно сумме хода подвижной плиты ![]() и наибольшего расстояния между сомкнутыми плитами:
и наибольшего расстояния между сомкнутыми плитами: ![]()
![]() (22)
(22)
Ход выталкивателя ![]() определяется как высота (глубина) детали плюс 8 – 10 мм
определяется как высота (глубина) детали плюс 8 – 10 мм
![]() (23)
(23)
5. Последовательность выбора литьевой машины
Предварительно следует рассчитать основные параметры литьевой машины.
Параметры узла пластикации и впрыска:
объем отливки рассчитывают по формуле (6);
группа, к которой относится заданная деталь по толщине h: тонкостенная, средней толщины, толстостенная (по табл. П–3 приложения);
давление литья выбирают по рекомендациям в разделе 4.1 или рассчитывают по формуле (5);
объемную скорость Q впрыска определяют по формуле (1);
пластикационная производительность определяют по формуле (17).
Параметры узла смыкания форм:
усилие смыкания формы F считают по формуле (18);
расстояние между колоннами а определяют по формуле (20);
ход подвижной плиты для высоких деталей рассчитывают по формуле (21);
максимальное расстояние между плитами Hmax для высоких деталей можно определить по формуле (22);
ход выталкивателя определяют по формуле (23).
Затем осуществляют выбор литьевой машины, который состоит из следующих этапов.
Этап 1. Определяют необходимый тип компоновки машины (горизонтальная, вертикальная, угловая) и делают выбор между универсальной и специальным термопластавтоматом. В случае необходимости приобретения специальной литьевой машины составляется перечень дополнительных устройств, которыми она должна быть укомплектована, и определяются требования к каждому из них.
Если предприятие уже обладает определенным парком литьевых машин и обслуживающим их персоналом, то новое оборудование желательно выбирать с таким расчетом, чтобы квалификации имеющегося персонала было бы после недолгосрочного обучения достаточно для эксплуатации и обслуживания приобретаемых машин.
Этап 2. Выполняют анализ рынка литьевого оборудования и выбирают оптимальное соотношение «цена – качество», необходимое при производстве планируемых изделий. При наличии на производстве литьевых машин желательно выбирать машины тех же марок с точки зрения сервисного обслуживания. Далее из соответствующего сегмента предложений выбирают несколько наиболее интересных. Здесь необходимо учитывать, имеет ли фирма свое представительство в России, имеется ли в представительстве запас сменных и быстроизнашивающихся деталей, может ли представительство оказывать техническую поддержку, длительность гарантии на машину, каковы сроки поставки запасных частей в случае ремонта машины по гарантии, сколько лет по истечении гарантийного срока фирма будет обеспечивать машину необходимыми при ремонтах деталями и т.д.
Этап 3. По двум рассчитанным параметрам объему отливки V и давлению литья подбирают типоразмер инжекционной части и материального цилиндра, у которых номинальные значения V и соответствуют требуемым или не намного выше.
Этап 4. Проверяют, обеспечивает ли предварительно выбранная инжекционная часть с типовым приводом наиболее эффективный режим заполнения литьевой формы. То есть постоянная скорость впрыска Q, указанная в технической характеристике машины, должна быть не меньше требуемого значения Q, рассчитанного по формуле (1). В противном случае инжекционную часть комплектуют усиленным приводом или приводом с аккумулятором. Если же и такие решения не дают удовлетворительных результатов, подбирают инжекционную часть другого типоразмера с более высоким номинальным значением Q.
Этап 5. Проверяют, не меньше ли пластикационная производительность инжекционной части рассматриваемой машины требуемого значения, рассчитанного по формуле (17).
Этап 6. С учетом параметров выбранной инжекционной части литьевой машины подбирают прессовую часть из тех ее моделей, которые рекомендует фирма-из готовитель машины.
Начало ВЫБОР ЛИТЬЕВОЙ МАШИНЫ часть 1
Использованная литература
1. Калинчев Э. Л., Саковцева М. Б. Справочное пособие для эффективного литья пластмасс под давлением: технология, материалы, оснастка, компьютеры в литьевых машинах.М.: 2005. – 282 с.:
2. Лапшин В. В. Основы переработки термопластов литьём под давлением – М.: Химия, 1974. – 270 с.
3. Калинчев Э. Л., Калинчева Е. И., Саковцева М. Б. Оборудование для литья пластмасс под давлением. – М.: Машиностроение, 1985. – 256 с.
4. Бортников В. Г. Производство изделий из пластических масс: учеб. пособие для вузов. Т. 2. Технология переработки пластических масс.
5. Дряхлов Е. Выбор ТПА: минимум и оптимум. Ч. I // Эксперт. Оборудование, – 2007. – № 4.
6. Маннесман Демаг Пластсервис. Литьё под давлением – коротко и ясно. – Нижний Новгород: Изд-во НПП «Симплекс», 2000. 140 с.
7. Калинчев Э. Л., Саковцева М. Б. Параметрический анализ, принципы и алгоритм выбора литьевых машин// Полимерные материалы. – 2007, – №2. – С.16–24
8.Иоханнабер Ф. Литьевые машины. Справочное руководство/ пер. с англ. под ред. Э. Л.
Калинчева. – СПб.: Профессия, 2010. – 427 с.
9. Басов Н. И., Брагинский В. А., Казанков Ю. В. Расчет и конструирование формующего инструмента для изготовления изделий из полимерных материалов. М.: Химия, 1991. 352 с.
10. Ким В. С., Шерышев М. А. Оборудование заводов пластмасс.
М.: Химия, КолосС, 2008. 586 с. Чалая Н.М., Шерышев М.А
Дата публикации и кол-во просмотров статьи
Просмотров: 16833Дата публикации: 17.09.2018 09:37:18
Время чтения
Время чтения: