
 Обсуждаем на форуме
Обсуждаем на форуме





Список тематических статей
Устранение брака профиля ПВХ
Некоторые виды дефектов профилей ПВХ и способы их устранения
Указанные в данной статье дефекты характерны для широкого спектра экструдируемых профилей. Предложенные способы их устранения, в первую очередь, характерны для условий производства автора и не обязательно будут эффективны где-либо еще. Автор не претендует всеобъемлющее знание способов преодоления различных недостатков профиля. Несомненно, на каждом экструзионном производстве существует собственная система преодоления подобных ситуаций.
В общем случае дефекты профилей можно разделить на «общие», то есть те, которые характерны для любого вида профиля и «локальные» присущие только какому – либо конкретному профилю (экструзионному инструменту). В этой работе, повторюсь, описаны только некоторые из "общих" дефектов.
При возникновении ситуации, когда стандартные способы не работают, в первую очередь следует полагаться на свой личный опыт экструдирования. Иногда, добиться положительного результата помогают прямо противоположные указанным выше действия. К примеру, вместо «вытягивания» профиля его «наполнение», или охлаждение профиля с другой стороны (противоположной указанной).
«Волна» по кромке
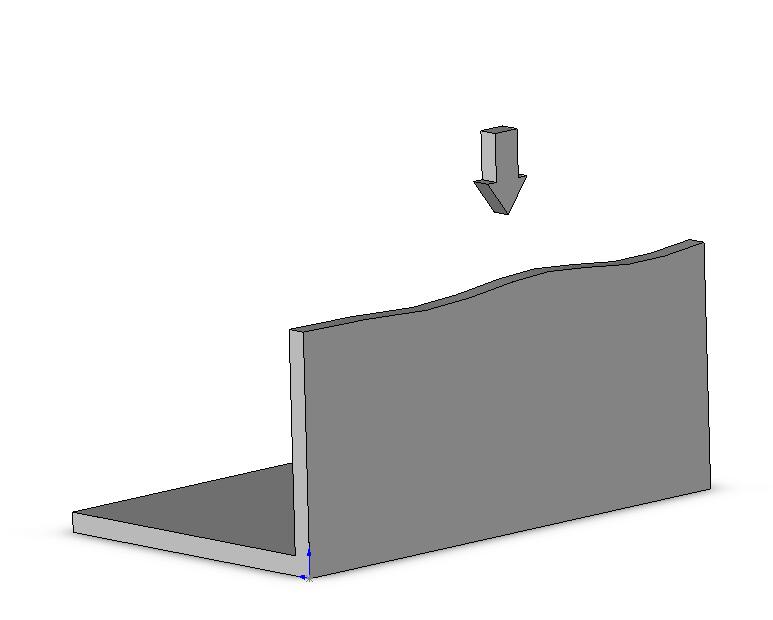 Встречается на кромках уголков (как на рисунке 1), кромках стартовых профилей, углах коробчатых профилей и т.д. Причины возникновения и способы устранения:
Встречается на кромках уголков (как на рисунке 1), кромках стартовых профилей, углах коробчатых профилей и т.д. Причины возникновения и способы устранения:
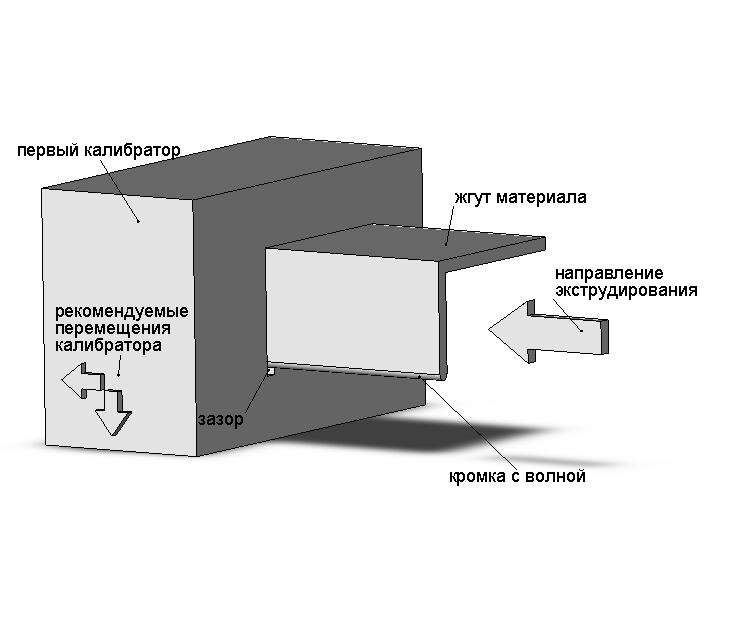
1. Недостаточное «наполнение» профиля. На торцах профиля недостаточно материала. Если полка уголка с «волной» становится тоньше к кромке, если на входе в калибратор между этой кромкой и калибратором остается зазор, значит можно предположить, что причиной «волны» является недостаток массы на кромке профиля. Рекомендуемые действия для подобной ситуации:
• Отодвинуть калибратор от фильеры, сместить калибратор в сторону «волны», тем самым увеличивая зазор между кромкой профиля и калибратором см рисунок. Иногда, к хорошему результату приводит одновременное незначительное «вытягивание» профиля.
• Приблизить калибратор к фильере и переместить его в противоположную от «волны» сторону, уменьшая зазор между кромкой профиля и калибратором. Метод обратный приведенному выше.
 • Попытаться «наполнить» профиль с помощью уменьшения скорости экструдирования или увеличения производительности станка. Лучше выполнять эти действия совместно с одним из двух первых методов.
• Попытаться «наполнить» профиль с помощью уменьшения скорости экструдирования или увеличения производительности станка. Лучше выполнять эти действия совместно с одним из двух первых методов.
2. Недостаточное охлаждение первого калибратора (либо его части). В этом случае можно видеть (не всегда) возвратно поступательные движения кромки или другой части профиля на входе в первый калибратор. При этом другие кромки и части профиля выглядят «не наполненными». В этом случае необходимо:
• Проверить правильность подключения контуров подачи воды. В случае необходимости изменить схему подключения.
• Проверить проходимость воды через контуры с помощью визуального контроля «сливов» воды или наличия горячих участков калибратора (в сравнении с другими его частями). При необходимости прочистить забитые контура сжатым воздухом через «сливы» воды.
• Проверить температуру воды в системе калибрационного стола. Оптимальным значением температуры воды является диапазон 14-16 С. В случае превышения величины температуры воды значения в 20 С, для устранения возможных искажений геометрии профиля, в том числе и «волны», рекомендуется снижать скорость экструдирования.
3. На кромке слишком много материала. В этом случае «волна» выглядит несколько по другому (см. рисунок). Край кромки наполнен, утоньшения кромки (как в п.1) нет.
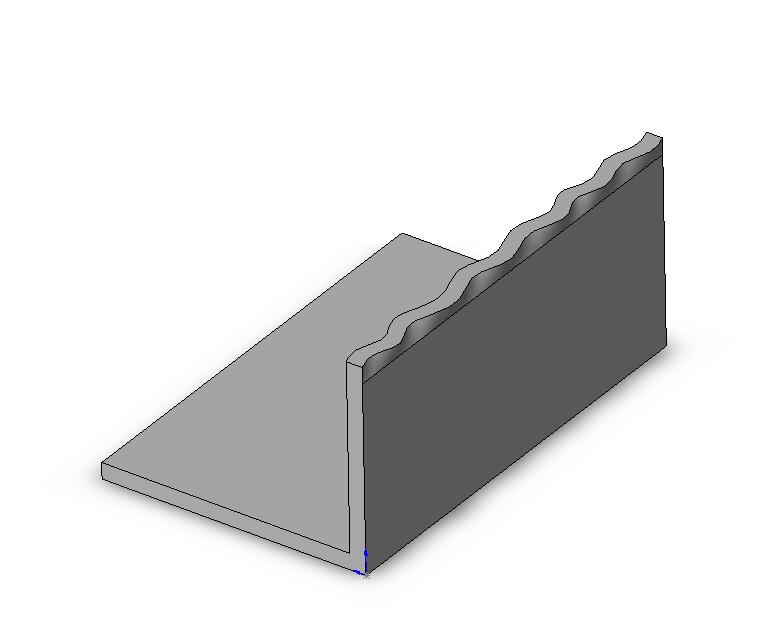 В этом случае ситуацию можно исправить с помощью «вытягивания» профиля или с помощью уменьшения температуры соответствующих зон фильеры (не всегда эффективно) с целью уменьшения выхода материала по данной кромке профиля.
В этом случае ситуацию можно исправить с помощью «вытягивания» профиля или с помощью уменьшения температуры соответствующих зон фильеры (не всегда эффективно) с целью уменьшения выхода материала по данной кромке профиля.
4. Калибратор находится в неудачном относительно фильеры положении. Иногда, для устранения волны достаточно только изменить положение калибратора относительно фильеры. Направление перемещения может быть произвольным. Данный метод применим в случае, если калибратор (в силу различных причин) находится в «неестественном», необычном для данного инструмента положении. В этой ситуации, возврат калибратора в более соответствующее, «привычное» для него положение может разрешить проблему с волной.
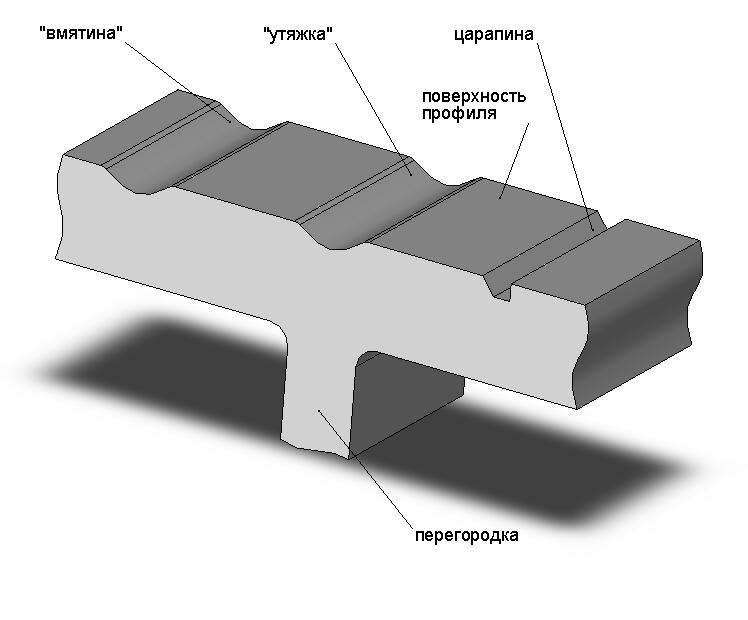
«Утяжки», «полоса», царапины, вмятины
Достаточно часто на поверхности готового профиля, в поперечном сечении, можно видеть (и ощутить пальцем) местный провал поверхности в виде полосы в направлении экструдирования (см рисунок).
В случае, если этот дефект начинается в фильере (нужно отодвинуть калибратор и осмотреть жгут материала, выходящего из фильеры) и не «разглаживается» при прохождении калибраторов, подобный дефект поверхности назовем «утяжкой». Очень часто, «утяжка» образуется над внутренними перегородками профиля.
 Если на жгуте материала перед калибратором дефекта нет, значит полосу на поверхности (вмятину) оставляет инородная частица, попавшая калибраторы. При этом можно сказать следующее:
Если на жгуте материала перед калибратором дефекта нет, значит полосу на поверхности (вмятину) оставляет инородная частица, попавшая калибраторы. При этом можно сказать следующее:
• Полоса на поверхности имеет гладкие края без острых кромок. Скорее всего посторонняя частица попала в первый калибратор (предкалибратор если он есть). В этом случае частица проминает еще мягкий, не застывший материал. Обычно это оказывается кусок ПВХ или «резины». Для устранения дефекта достаточно удалить посторонние частицы из калибраторов.
• Полоса на поверхности имеет края с острыми кромками. Посторонняя частица (твердая, возможно металлическая) может находиться в любом месте калибратора или кондуктора ванны. «Царапает» острыми кромками поверхность профиля. В таких случаях речь идет о «царапинах» профиля. Для устранения дефекта достаточно удалить посторонние частицы из калибраторов.
Прежде чем вскрывать калибраторы для устранения царапин и вмятин можно выполнить ряд процедур, в некоторых случаях (не всегда) позволяющих устранить подобные дефекты с минимизацией трудозатрат и полученного брака. Порядок действий выглядит следующим образом:
• Определить, в каком калибраторе образуется царапина (вмятина).
• Осторожно снять вакуумный шланг со стороны калибратора, соответствующий царапанной поверхности профиля и подать в вакуумное отверстие сжатый воздух или воду под давлением (воду не рекомендуется для предкалибратора и очень осторожно первого калибратора).
• Если царапина осталась, можно аккуратно завести на вход требуемого калибратора, по месту царапины маленький кусок мелкой «шкурки». «Шкурку» располагать только абразивной стороной к профилю! В этом случае шанс прохождения шкурки через весь калибратор возрастает.
• Если перечисленные мероприятия не дают требуемого эффекта, необходимо приступать к вскрытию калибраторов.
«Утяжки»
Часто, «утяжки» появляются на профиле после смены сырья на экструдере, на некоторых профилях они присутствуют всегда и различаются только своей величиной. Общий алгоритм действий для исправления ситуации выглядит следующим образом:
1. Если «утяжка» связана с внутренней перегородкой профиля, располагается непосредственно над этой перегородкой. В этом случае речь идет о недостаточном охлаждении профиля в калибраторах.
• По возможности, увеличить проток воды через калибраторы.
• Принять меры к заполнению ванны (если она есть) холодной водой.
• Ввести дополнительное охлаждение профиля водой на участках между калибраторами, если таковые участки имеются.
• Снизить скорость экструдирования. Особенно эффективно при повышенной температуре охлаждающей воды в системе.
2. Если «утяжка» не связана с перегородками, скорее всего она образуется в фильере по месту схождения двух или нескольких потоков расплава. В этом случае действия направлены на улучшение «свариваемости» расплава в фильере и «разглаживании» образующегося дефекта в первом калибраторе. Примерный порядок действий:
• Поднимаем температуру фильеры и цилиндра до разумных пределов.
• Повышаем нагрузку на главный привод увеличивая степень наполнения шнеков или общую производительность станка.
• Частично прикрываем подачу воды в первом калибраторе по стороне, соприкасающейся с «дефектной» поверхностью профиля.
• Перемещаем калибратор к фильере на минимально возможное расстояние.
• Перемещаем калибратор в сторону от фильеры с целью создания «давления» калибратора на «дефектную» поверхность.
Искривление отрезков профиля по длине или «сабля».
Достаточно часто выпускаемый профиль имеет кривизну по длине отрезка. Такой дефект в условиях нашего производства иногда называется «сабля». Причиной его появления можно считать неравномерное охлаждение профиля в калибраторах и ванне возникающее в силу различных причин. Возникновение подобного дефекта из-за неправильной (несоосной) установки инструмента описано в одном из предыдущих разделов. Указанные ниже методы устранения такого дефекта эффективны в большинстве случаев.
• Если инструмент содержит в своем составе ванну, то сдвигая («заламывая») ее хвостовую часть в сторону, противоположную загибу профиля можно получить хороший результат. Примечание: для некоторых инструментов, с этой же целью поворачивается первый калибратор.
• У некоторых инструментов, хороший результат обеспечивает уменьшение степени охлаждения профиля после калибраторов (слив воды из ванн, выключение обдува воздухом).
• В случаях искривления подоконников, при отсутствии ванн, помогает смещение («заламывание») задней части блока калибраторов.
• Для коробчатых профилей и панелей хороший результат дает дополнительный нагрев (с помощью бытового эл.нагревателя) стороны, противоположной загибу профиля, осуществляемый до тянущего устройства.
• Иногда, профиль можно выпрямить с помощью корректировки интенсивности его охлаждения в калибраторах и ванне (одну сторону усиленно охлаждаем, другую «подогреваем»). При использовании этого метода нет четкой зависимости, какую стороны греть, какую охлаждать. На практике встречались случаи, когда один и тот же профиль в разное время выпрямлялся с помощью нагрева-охлаждения противоположных сторон.
Стасенко Д.П. Об авторе
Дата публикации и кол-во просмотров статьи
Просмотров: 18456Дата публикации: 18.09.2018 12:41:37
Время чтения
Время чтения:

