Обсуждаем на форуме
Обсуждаем на форуме





Список тематических статей
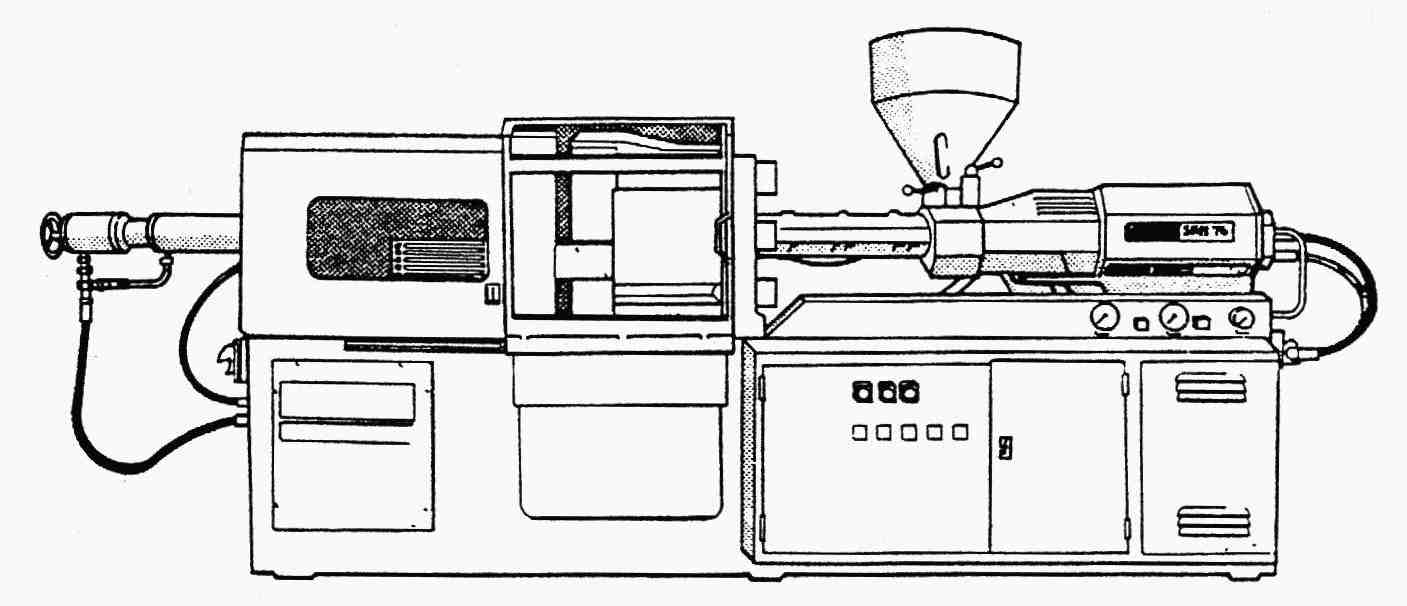
Термопластавтомат. Выбор ТПА по параметрам
Введение.
Выбор термопластавтомата (машины для литья пластмасс под давлением) – сложная задача со многими неизвестными. Внимание - машину литья под давлением или термопластавтомат своими руками пытаться смастерить не стоит. Не надо забывать, что ТПА является универсальным оборудованием для получения штучных изделий из пластмасс. Тем не менее наилучших экономических результатов и показателей качества продукции можно добиться только при правильном выборе модификации, типа, размера, и технических характеристик, которыми обладают автоматы. Термопласт или термопластичные полимеры - являются основным видом материалов для получения изделий на ТПА. Прежде чем приступить к процессу покупки термопластавтомата, необходимо тщательным образом изучить изделие (изделия), которые предполагается производить на ТПА. К особенностям изделий можно отнести: материал изделия, конструктивные нюансы изделия (толщину стенок, наличие поднутрений, отверстий, резьбы и т.д.), предполагаемую производительность, требования к качеству. При наличии готовых литьевых форм – отметить особенности этих форм, такие как геометрические размеры, особенности системы выталкивания, наличие/отсутствие гидравлических стержней, пневматики, горячих каналов и пр.
Главными регионами производства термопластавтоматов на сегодняшний день являются Юго-Восточная Азия (Китай, Тайвань, Гонконг, Южная Корея), Западная Европа (главным образом, Германия и Италия), Япония, Северная Америка. Наиболее известными марками на рынке ТПА России считаются: Хаитиан (Китай), BORCHE (Китай), JONWAI (Тайвань), JSW (Япония), из европейцев: Engel (Австрия), Демаг, Арбург, Батенфильд, Краусс-Маффай (Demag, Arburg, Battenfild, Krauss-Maffei, Германия), Бираги, БМБ (Biraghi, BMB, Италия), Хаски (Husky, Канада), Ферроматик (Ferromatik, США), LG (Южная Корея). Подробнее с перечнем производителей машин литья под давлением можно ознакомиться по ссылке Производители ТПА .
На рынке также представлены производители ТПА стран СНГ, такие как Хмельницкий (Украина), Атлант (Белоруссия, читать подробно на форуме), Крассмаш (Россия). Продажей термопласт автоматов на российском рынке занимаются как официальные представители фирм-производителей, так и другие компании. Последние в большей степени занимают нишу секонд-хенд (б/у ТПА). Так до сих пор можно найти предложения о покупке и продаже ТПА Куаси (Kuasy) или Формопласт (Formoplast), выпускавшихся соответственно в социалистической ГДР и Польше. Те же компании, как правило, занимаются и ремонтом подержанных ТПА.

Отдельной прослойкой на рынке (к счастью небольшой) является самодельные термопластавтоматы, которые изготовители называют часто нестандартными именами, например мини-ТПА, домашний термопластавтомат, настольный, гаражный ТПА или автомат термопласт. Такое "оборудование" неэффективно, а часто бывает просто опасно при использовании. Мы не ремондуем пытаться изготовить термопластавтомат своими руками.

Основными параметрами, которые оказывают наиболее сильное влияние на конструкцию и технико-экономические характеристики машин и которые необходимы для разработки универсальной и специальной конструкций машины литья под давленим, являются: объем впрыска за цикл (объем отливки), объемная скорость впрыска (время впрыска), давление литья, площадь литья, усилия запирания и раскрытия формы, ход подвижной плиты, максимальное расстояние между плитами, жесткость, быстроходность, пластикационная способность и диапазон температур инжекционного цилиндра.
Основные характеристики современных термопластавтоматов
1. Усилие запирания формы.
Это основной критерий для выбора ТПА в настоящее время в России. Величина усилия смыкания обычно выносится производителем термопласт автоматов в маркировку каждого конкретного ТПА. Этим обстоятельством сильно злоупотребляют азиатские производители, завышая, как правило, номинальное значение усилия запирания своих машин. Усилие запирания – усилие, необходимое для запирания формы, определяется площадью литья и распределением давления в форме в процессе ее заполнения или выдержки полимера под давлением. Это усилие должно быть равным усилию, возникающему в форме при литье, или быть больше него. Несоблюдение этого условия приводит к тому, что форма раскрывается, образуется облой и масса, а также размеры изделий увеличиваются, что недопустимо в свете современных требований к качеству и экономичности процесса литья.
При увеличении площади литья возникает необходимость в повышении усилия, требуемого для запирания формы. Необходимое усилие запирания формы зависит от технологии литья, технологических свойств полимера и многих других факторов процесса литья. При работе на машинах с небольшим усилием запирания можно получать детали высокого качества только при наличии специальных режимов (со сбросом давления) и при высокой культуре производства, а также при применении специальных технологий литья под давлением, таких как литье со вспенивателями, литье с газом. Усилие запирания формы определяет конструкцию механизма смыкания термопластавтомата. Невозможность достичь сколько либо приемлимых показателей усилия запирания - одна из главных причин неудач любителей мастерить термопластавтомат своими руками.
2. Объем впрыска ТПА
. Объем впрыска (и как следствие масса впрыскиваемого полимерного материала) – также важнейшая техническая характеристика для выбора ТПА. В настоящее время выпускают литьевые машины с самым разнообразным объемом впрыска – от долей куб см до нескольких десятком дм куб. Несмотря на то, что сотни различных по типоразмерам литьевых машин выпускаются большим количеством производителей термопластавтоматов, трудно установить предпочтительный объем впрыска за цикл. Современная машина литья под давлением может обладать любым произвольным номинальным объемом впрыска. Каждый изготовитель производит литьевые машины нескольких типоразмеров, отличающихся между собой объемом впрыска (ряд машин, линейка ТПА).
Для отечественных литьевых машин в 20 веке был принят коэффициент, равный 2. Машины имели следующие номинальные объемы впрыска за цикл: 8, 16, 32, 63, 125, 500, 1000, 2000, 4000, 8000 куб см. Большинство ТПА в СССР выпускались на Хмельницком либо на Одесском заводах (настоящая территория Украины). В настоящее время нет какого либо жесткого стандарта на величины объема впрыска ТПА. Особую сумятицу в этот вопрос вносят многочисленные азиатские производители термопластавтоматов.
3. Расстояние между плитами и ход подвижной плиты.
Расстояние между плитами и ход подвижной плиты зависят от ассортимента отливаемых изделий. Максимальное расстояние между плитами и ход подвижной плиты определяют максимальную высоту формы и, следовательно, высоту изделия, которую можно получить на данной машине.
Расстояние между плитами можно регулировать в достаточно широких пределах, которые выбираются производителем литьевых машин. Как правило, на современных ТПА, максимально возможная величина высоты прессформы больше минимальной высоты примерно в 2,5 раза. При оптимальных значениях расстояний между плитами ТПА снижается масса формы, облегчается ее эксплуатация, отпадает необходимость в использовании специальных дополнительных плит в формах и т. д.
Ход подвижной плиты и максимальное расстояние между плитами связаны между собой; от их значения в определенной степени зависит конструкция термопластавтомата. Например, ход влияет на длину рычагов и условия их работы в гидромеханических конструкциях механизма смыкания и запирания ТПА; от хода плиты зависят длина гидроцилиндра, размеры некоторых вспомогательных механизмов. Для регулирования расстояния между плитами можно использовать различные механизмы. Выбор конструкции этих механизмов зависит от этого расстояния и от предпочтений производителей термопластавтоматов и их ноу-хау.
4. Расстояние между колоннами.
Эти расстояния, а особенно горизонтальное расстояние между колоннами термопластавтомата, также немаловажны при правильном выборе необходимого ТПА. Прежде всего, эти расстояния лимитируют максимальные размеры литьевых форм, а также наличие некоторых элементов их конструкций (например наличие гидростержней).
Конструкции узлов смыкания литьевых машин отличаются по числу и расположению колонн. На машинах с небольшим объемом впрыска за цикл прессовые узлы иногда имеют две колонны, расположенные по горизонтали или по диагонали. Установка литьевых форм и обслуживание машины в этом случае облегчаются. Однако, как правило, узлы смыкания современных ТПА имеют четыре колонны.
На современных машинах с номинальным объемом впрыска до 1000 см3 соотношение между площадью литья и площадью плиты между колоннами (рабочей площадью) составляет в среднем 30-60 %. Отношение полезной площади (площади литья) к общей площади плит колеблется от 12 до 25 %.
5. Объемная скорость впрыска
. Значение объемной скорости впрыска материала определяет скорость, с которой полимер заполняет форму, а следовательно, гидродинамику (потери давления) и термодинамику (величину охлажденного слоя, образующегося при заполнении полимером формы, понижение температуры текущего полимера) процесса литья под давлением. Объемная скорость впрыска – важнейший параметр для получения качественных изделий при литье пластмасс (вновь отметим, что когда мы пытаемся сделать термопластавтомат своими руками, ни о какой стабильной скорости вкпыска не может идти речь). Этот параметр влияет также на механодеструкцию полимера, протекающую при заполнении формы. В связи с этим объемная скорость впрыска должна быть такой, чтобы:
1) для заполнения литниковой системы (при наличии такой системы) и полости формы требовались сравнительно небольшое давление литья (для этого скорость впрыска не должна быть, с одной стороны, слишком большой, чтобы при заполнении не возникали большие напряжения сдвига и, следовательно, большие потери давления, и, с другой стороны, слишком малой, чтобы при заполнении не образовался большой охлажденный слой полимера и значительно понизилась температура текущего расплава, так как в противном случае возникают большие потери давления), причем форма должна заполняться с постоянной объемной скоростью течения;
2) формировалась структура полимерного материала изделий, обеспечивающая удовлетворительные показатели качества;
3) не произошла существенная механодеструкция полимера.
Для изготовления тонкостенных изделий (толщиной 0,2—1 мм) требуются высокие скорости впрыска. Такая машина литья под давлением может быть снабжена специальными аккумуляторами впрыска, обычно азотными. Регулирование объемной скорости впрыска осуществляется при помощи современных систем автоматики изменением расхода рабочей жидкости в гидросистеме ТПА (при применении гидравлических термопластавтоматов).
На технико-экономические показатели машины и, особенно, на ее технические возможности существенно влияет конструкция привода узла впрыска. Однако, конструкция привода узла впрыска зависит от заданной объемной скорости впрыска. Объемная скорость впрыска – один из важных факторов, определяющих энергоемкость машины.
6. Давление литья.
Давление литья, необходимое для заполнения полости формы и литниковой системы (при наличии), устанавливают в гидроприводе гидравлического автомата. Термопласт обладает гидраслическим сопротивлением. Значение давления литья определяют в каждом конкретном случае, учитывая конструкцию формы и изделия, свойства перерабатываемого полимерного материала, технологические особенности переработки. Давление литья оказывает влияние на качество получаемых изделий.
Давление, необходимое для заполнения формы, зависит от времени впрыска. Высокие давления впрыска требуются при литье тонкостенных изделий из полимеров большой вязкости. Однако давление выдержки (при выдержке полимера в форме под внешним давлением), при котором получают изделия хорошего качества, как правило намного меньше давления литья. Для основных крупнотоннажных полимеров оно равно примерно 25—50 МПа.
Параметром машины служит максимальное давление (давление литья), необходимое для заполнения формы, а не для последующей выдержки под давлением, хотя бывают исключения. На современных машинах давление литья равно 60—200 МПа.
Существенные различия в давлениях литья на современных литьевых машинах определяются многообразием используемых конструкций форм и различием в свойствах перерабатываемых полимеров. Для переработки большинства полимеров на термопластавтоматах с предварительной пластикацией достаточным является давление до 100 МПа, для переработки высоковязких полимеров в тонкостенные детали, а также для формования реактопластов как правило необходимо давление 120—200 МПа.
7. Площадь литья
. Площадью литья называют проекцию поверхности детали на плоскость разъема прессформы. Для многогнездных (многоместных) литьевых форм это – сумма площадей проекций всех деталей в форме плюс площадь проекции литниковой системы (для холодно канальных прессформ). Площадь литья является одним из основных параметров термопластавтомата. Этот параметр оказывает влияние на усилие, необходимое для запирания форм, на габаритные размеры плит ТПА, а, следовательно и, на цену литьевой машины.
Увеличение площади литья повышает универсальность термопластавтомата, но ухудшает его экономические показатели.Площадь литья определяет размеры плит, которые оказывают заметное влияние на массу машины.
Формы закрепляют на плитах с помощью резьбовых отверстий или продольных пазов, различным образом расположенных на плитах. Пазы являются устаревшим элементом конструкции, широко использовавшимся на ТПА марки КуаСи (ГДР). Они, как правило, создают большие удобства для закрепления форм и, кроме того, уменьшают размеры плит. Однако при наличии пазов увеличивается толщина плит приблизительно на 40—50 мм и повышается их масса, особенно на крупных машинах. Поэтому в настоящее время для крепления форм к плитам ТПА применяют резьбовые соединения. Расположение крепежных отверстий, пазов и размеры центрирующих отверстий машины литья под давлением должны быть такими, чтобы была возможность перестановки форм на различные машины. Расположение колонн определяет способ установки форм и возможность более полного использования площади плит.
8. Пластикационная способность
. Под пластикационной способностью ТПА понимают производительность, которую может обеспечить инжекционный цилиндр по расплавленному полимеру (как правило по полистиролу). Задаваемая продолжительность пластикации в реальных производственных условиях зависит от продолжительности времени охлаждения детали в прессформе до заданной температуры, которое, в свою очередь, зависит от свойств перерабатываемого полимера, толщины изделия, режима переработки, задаваемых параметров качества изделия. Поэтому фактическая пластикационная способность машины — величина условная и переменная. В технической документации для термопластавтоматов и каталогах на ТПА обычно приводят пластикационную способность по полистиролу при максимальной частоте вращения шнека и температуре инжекционного цилиндра 190—220 °С.
Под производительностью литьевых машин понимают количество полимера, переработанного в изделия за единицу времени. На производительность влияют длительность цикла литья, эффективный фонд времени работы машины и объем впрыска за цикл.
9. Быстроходность
. Быстроходность машины определяется количеством холостых (сухих) циклов в единицу времени. Параметр определят сравнительную способность ТПА конкретного производителя и модели к использованию в условиях необходимости производства тонкостенных изделий с короткими циклами (2-10 сек). Быстроходные термопластавтоматы применяются как правило в индустрии упаковки. В современных условиях производства упаковочных материалов именно такие стадии литьевого цикла, как смыкание, размыкание формы и выталкивание изделий, являются определяющими.
И в конце статьи отметим - пытаться изготовить термопластавтомат своими руками - вредно и опасно! Удачи!
ПластЭксперт рекомендует:
Статья о том, как выбрать изготовителя прессформы для литья пластмасс
Дата публикации и кол-во просмотров статьи
Просмотров: 27947Дата публикации: 18.09.2018 12:41:11
Время чтения
Время чтения: