Обсуждаем на форуме
Обсуждаем на форуме





Список тематических статей
Форма раздувная
При изготовлении объемных изделий раздуванием из полимерных заготовок применяются формы из двух половин. Каждая полуформа имеет полость для формования изделия. Основным назначением формы в производстве изделий методом раздувания является оформление изделий. Однако форма выполняет и ряд других функций: зажим заготовки пресс-кантами, калибровку горловины изделия ниппелем и пресс-кантами, регулировку направления подачи воздуха для раздувания, заварку отверстий, удаление облоя пресс-кантами и так далее.
Для калибровки горловины изделия используют дутьевые ниппели двух типов: гладкие цилиндрические или ступенчатые. В обоих случаях предотвращается утечка воздуха из раздувной заготовки. В первом случае ниппель обжимается пресс-кантом по его периметру, в другом – выступ ниппеля обжимается горловинной частью раздувной формы.

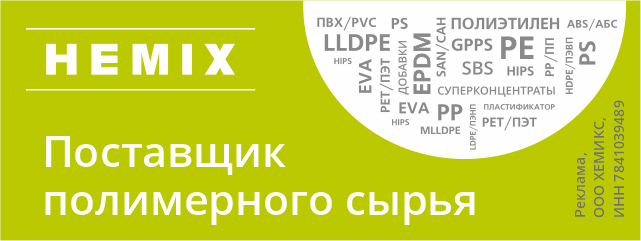
Форма для изготовления объемных изделий:
а – главный вид; б – вид сбоку; 1, 18 – облой; 2, 6, 11 – каналы охлаждения; 3 – днище полуформы, 4 – заготовка; 5, 13 – полуформы; 7 – плита, 8 – ниппель, 9 – канал для подачи сжатого воздуха на раздувание, 10 – съемная планка, 12 – крышка полуформы, 14, 17 – пресс-кант; 15 – плоскость разъема полуформы, 16 – направляющая колонка.
Качество раздувного изделия в значительной мере определяется конструкцией пресс-кантов и зажимных карманов. Длину пресс-кантов и объем зажимных карманов следует выбирать так, чтобы при закрытии формы не образовывалась пленка в плоскости разъема формы. Сварные кромки не должны быть острыми, их ширина выбирается в зависимости от вида перерабатываемого материала, толщины стенки изделия, величины зажимного угла, скорости и усилия запирания формы.

Схема калибровки горлышка бутылки
а – калибровка гладким дорном, б – калибровка ступенчатым дорном 1 – дорн 2 – пресс-кант, 3 – резьбовой вкладыш, 4 – оформляющая полость формы, 5 – ступенчатый дорн, 6 – воздушный канал
Зажимной карман, расположенный за пресс-кантом, образуется обеими половинами формы при их смыкании. Глубина кармана в каждой половине формы должна составлять около одной толщины стенки изделия. Применяются также формы с односторонними зажимными карманами.

Размеры режущей кромки формы (h – толщина заготовки):
а, г – пресс канты с двухсторонней «прибылью», б – пресс-канты с односторонней «прибылью», в – пресс-канты без «прибыли»
С увеличением толщины стенки изделия труднее получить хорошую свариваемость заготовки пресс-кантами, что особенно существенно при изготовлении емкостей, работающих под давлением. Для улучшения свариваемости рекомендуется у пресс-кантов, по которым должна обрезаться деталь.
Возможны следующие варианты:
1. двухсторонняя прибыль; пресс-канты и ограничивающие перегородки прибыли должны быть возможно более острыми, в противном случае потребуется большое усилие смыкания формы; размер выбирается в зависимости от толщины заготовки.
2. односторонняя прибыль; преимущество ее – незначительная стоимость формы, особенно, если предусмотреть замену пресс-канта;
3. оформление сварного шва без прибыли применяется только тогда, когда длина сварного шва невелика; надежная работа этой конструкции во многом зависит от усилия смыкания формы.
Схема отделения облоя от изделия:
1 – выталкиватель облоя, 2 – выталкиватель изделия, 3 – изделие, 4 – раздувная полуформа, 5 – раздувная приставка
В производстве объемных изделий методом экструзии с раздуванием большую трудность представляет снятие облоя и прибыли с готового изделия. Снятие облоя осуществляется двумя способами: во время формования, то есть внутри формы, или после удаления изделия, то есть вне формы.
Первый способ применим, если обрезка облоя внутри формы происходит в короткий отрезок времени. Когда полуформы начинают раскрываться, отформованное изделие и облой разделяются, причем изделие остается на одной полуформе, а облой на другой. Когда форма открывается полностью, изделие и облой выталкиваются.
Для обеспечения точного смыкания раздувных форм в них предусматриваются направляющие колонки. Эти колонки изготовляются из высококачественной стали и должны иметь твердость HRC 56-60 Для втулок, по которым скользят колонки, применяется такая же сталь с последующей термообработкой в масле до твердости HRC 55-58. Целесообразно втулки запрессовывать не в глухие отверстия в корпусе формы, а крепить их в сквозных отверстиях, фиксируя дополнительно сухарями.
Гладкова Наталья